
Examination
1. Measure wear and taper in the X and Y directions in three planes in each cylinder as shown.
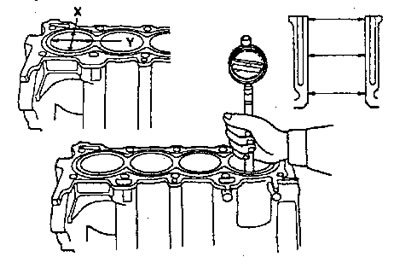
Cylinder Bore Size:
Engines A16A2, V16A4, V1BA5, V16A6:
- Nominal value: 81.00-81.02mm
- Operational value: 81.07mm
Other engines:
- Nominal value: 75.00-75.02mm
- Operational value: 75.07 mm
Extended size:
Engines А16А2, В16А4, В16А5, В16А6:
- Increase by 0.25mm: 81.25-81.27mm
Other engines A16A2, V16A4, V16A5, V16A6:
- Increase by 0.25mm: 75.25-75.27mm
- Increase by 0.50mm: 75.50-75.52mm
Bore taper (difference between measurement in the first and third planes)
- Limit value: 0.05 mm
If the bore dimensions in any of the cylinders are greater than the increased service value, replace the block. If the block needs to be rebored, repeat the section "Checking the piston clearance" after boring.
Note: Scratched or jagged cylinder bores should be honed.
Boring limit values:
Engines V16A2, V16A4, V16A5, V16A6:
- Increase the hole by 0.25 mm;
Other engines:
- Enlarge the hole by 0.50 mm
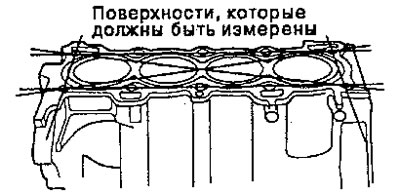
2. Check the top plane of the block for bending. Measure around the edges and through the center as shown.
Warping of the cylinder block:
Engines V16A2, V16A4, V16A5, V16A6:
- Nominal value 0.05 mm
- Operational values: 0.08 mm
Other engines:
- Nominal value: 0.07 mm
- Operational values: 0.10 mm
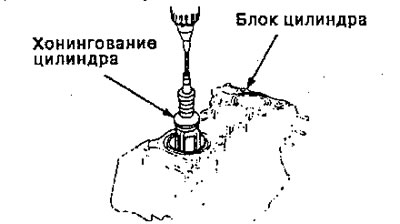
Hole honing
1. Measure the cylinder bores. If the block is reused, the cylinders must be honed and the bores measured again.
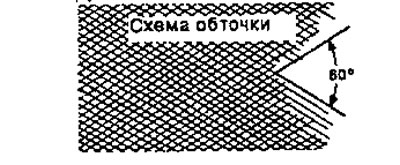
2. When honing cylinder bores, use coolant and fine stone (grain size 400 conventional units) with a crossing path of grains every 60 degrees.
Note.
- Use only a 400 grit hard hone or a finer abrasive such as Sunnen, Amrnco or equivalent.
- Do not use worn or broken abrasive stones.
3. When honing is completed, thoroughly clean the engine block of all metal particles. Wash cylinder bores with hot soapy water, then dry and coat immediately with oil to prevent rust formation.
Note: Never use solvent, this will only cause stress redistribution.
4. If, after honing to operational values, scratches and nicks still remain, re-bore the cylinder block.
Note: Light vertical scratches and nicks, as long as they are not deep and your nail does not get stuck in them upon inspection, and as long as they do not run the entire length of the hole, are acceptable.
Note: After honing, wash the cylinders thoroughly with soapy water; Only holes with scratches or nicks are honed.
Note. After honing, thoroughly clean the cylinder in soapy water.