
Перевірка
1. Виміряйте знос і конусність у напрямках X та Y у трьох площинах у кожному циліндрі, як показано.
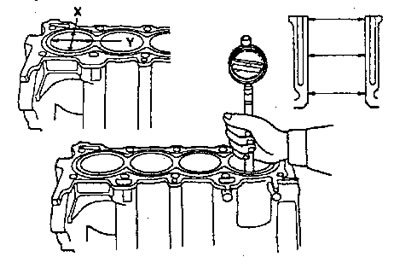
Розмір отвору циліндра:
Двигуни А16А2, В16А4, В1БА5, В16А6:
- Номінальне значення: 81,00-81,02 мм
- Експлуатаційне значення: 81,07 мм
Інші двигуни:
- Номінальне значення: 75,00-75,02 мм
- Експлуатаційне значення: 75,07 мм
Збільшений розмір:
Двигуни А16А2, В16А4, В16А5, В16А6:
- Збільшення на 0,25 мм: 81,25-81,27 мм
Інші двигуни А16А2, В16А4, В16А5, В16А6:
- Збільшення на 0,25 мм: 75,25-75,27 мм
- Збільшення на 0,50 мм: 75,50-75,52 мм
Конусність отвору (різниця між виміром у першій та третій площинах)
- Граничне значення: 0,05 мм
Якщо розміри отвору в якомусь із циліндрів вищі за збільшене експлуатаційне значення, замініть блок. Якщо блок повинен бути розточений повторно, повторіть розділ "Перевірка зазору поршня" після розточування.
Примітка: подряпані або зазубрені отвори циліндра повинні бути піддані хонінгуванню.
Граничні значення розточування:
Двигуни В16А2, В16А4, В16А5, В16А6:
- Збільшення отвору на 0,25 мм;
Інші двигуни:
- Збільшення отвору на 0,50 мм
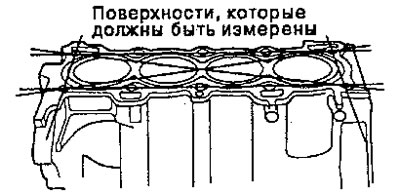
2. Перевірте верхню площину блоку на викривлення. Виміряйте по краях та через центр, як показано.
Короблення блоку циліндрів:
Двигуни В16А2, В16А4, В16А5, В16А6:
- Номінальне значення 0,05 мм
- Експлуатаційні значення: 0,08 мм
Інші двигуни:
- Номінальне значення: 0,07 мм
- Експлуатаційні значення: 0,10 мм
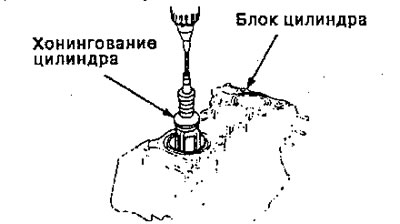
Хонінгування отвору
1. Виміряйте отвори циліндра. Якщо блок використовується повторно, необхідно хонінгувати циліндри та виміряти отвори ще раз.
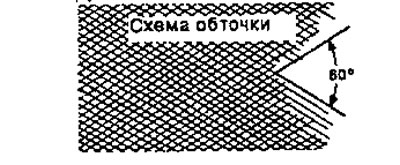
2. При хонінгуванні отворів циліндра використовуйте СОЖ та дрібнозернистий камінь (зернистістю 400 умовних одиниць) з траєкторією зерен, що перехрещується, через 60 градусів.
Примітка.
- Використовуйте лише жорсткий хон із брусками зернистістю 400 умовних одиниць або більш тонкий абразив, як Sunnen, Amrnco або еквівалентний.
- Не використовуйте зношені або розбиті абразивні бруски.
3. Коли закінчиться хонінгування, ретельно очистіть блок двигуна від усіх металевих частинок. Вимийте отвори циліндра гарячою мильною водою, потім висушіть і негайно покрийте олією, щоб уникнути утворення іржі.
Примітка: ніколи не використовуйте розчинник, це тільки може спричинити перерозподіл напруги.
4. Якщо після хонінгування до експлуатаційних значень, все ж таки залишилися подряпини та зазубрини, розточіть блок циліндра ще раз.
Примітка: легкі вертикальні подряпини та зазубрини, якщо вони не глибокі і при огляді ваш ніготь не застрягне в них, і якщо вони не йдуть по всій довжині отвору, допустимі.
Після хонінгування ретельно вимийте циліндри мильною водою; хонінгуються отвори тільки з подряпинами або зазубринами.
Примітка. Після закінчення хонінгування ретельно прочистіть циліндр у мильній воді.