
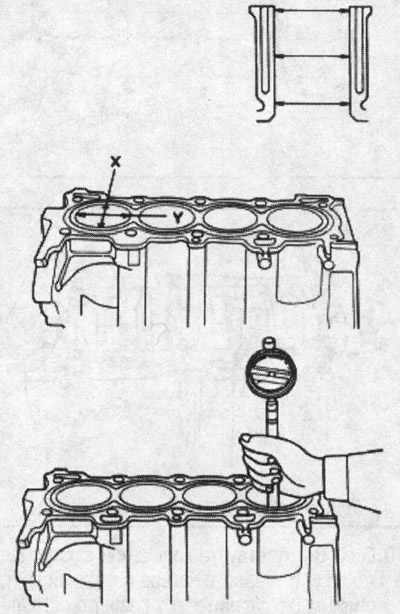
Cylinder diameter:
- Standard (new): 75.00-75.02mm
- Limit: 75.07mm
Increased repair size:
- at 0.25: 75.25-75.27 mm
- at 0.50: 75.50-75.52 mm
Cylinder taper:
- Limit: (difference between first and third dimension): 0.05mm
If measurements in any cylinder exceed the oversized oversize, replace the cylinder block.
In case of block boring, see p. «Checking clearance between piston and cylinder wall» higher.
Note: Cylinders with nicks or scratches should be honed. Maximum metal thickness removed during boring: 0.5 mm.
2. Check the connector surface of the unit for warping.
Warping of the cylinder block connector surface:
- Standard (new): 0.07mm
- Limit: 0.10mm

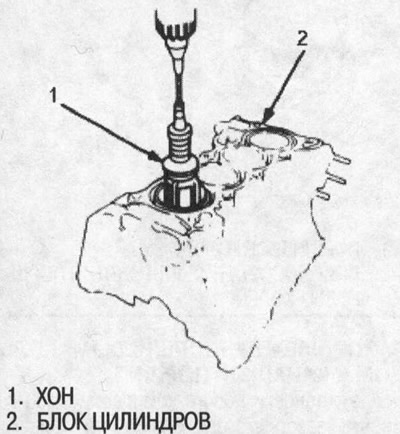
Cylinder wall honing
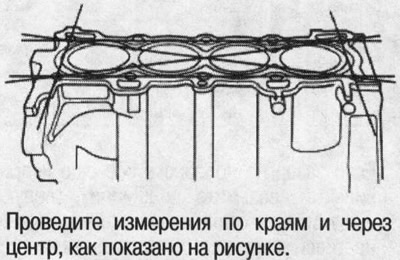
1. Measure the diameter of the cylinders as above. If the block is to be reused, hone the cylinder walls and re-measure the cylinder bore.
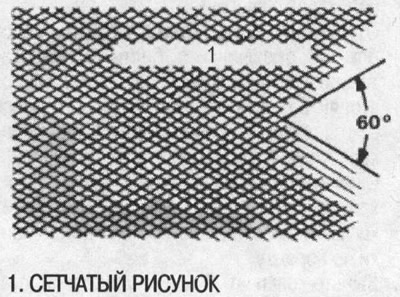
2. Honing with oil and fine grit (№400) abrasive material so that the lines of the mesh pattern intersect at an angle of 60°.
Note:
- Use only hard hone with fine grained (№ 400) abrasive material such as Sunnen, Ammco or equivalent.
- Do not use worn or broken tools.
3. After honing is complete, thoroughly clean the cylinder block of metal particles. Wash the cylinders with hot soapy water, then dry and oil immediately to prevent rusting.
Note: Do not use solvents, they will only smear particles on the cylinder walls.
4. If after honing there are still burrs or scratches on the cylinder walls, bore the cylinder block.
Note: Small vertical nicks and scratches are acceptable provided they do not get stuck in by a fingernail and do not run the entire length of the cylinder.
Note:
- After honing, wash the cylinders thoroughly with hot soapy water.
- Honing is required only those cylinders on the walls of which there are scuffs or scratches.