
2. Perform an external inspection of the unit for signs of corrosion, cracks and other damage. Check the thread condition of the bolt holes. It would also be reasonable to test the block for hidden cracks in a car service workshop using special diagnostic equipment. If defects are found, the unit must be repaired or replaced.
3. Check up a condition of mirrors of cylinders.
4. Estimate the values of the existing taper and ovality of the cylinders (see accompanying illustrations).
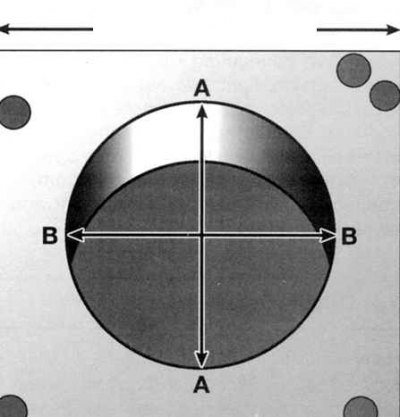
5a. Measure the diameter of each of the cylinders in the top (directly below the step wear boundary), central and lower sections, first in a plane parallel to the axis of the crankshaft (IN), then - perpendicular to the block axis (A).
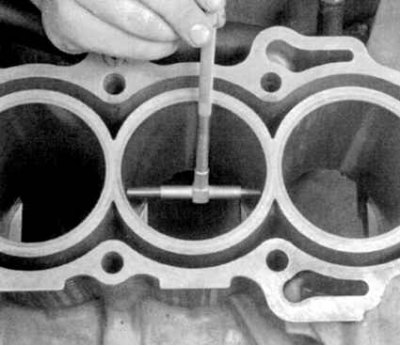
5b. Cylinder diameters should be measured using a telescopic caliper and a micrometer. The ability to use the caliper correctly does not come immediately - take your time, take several measurements until you are absolutely sure of the correctness of the conclusions.
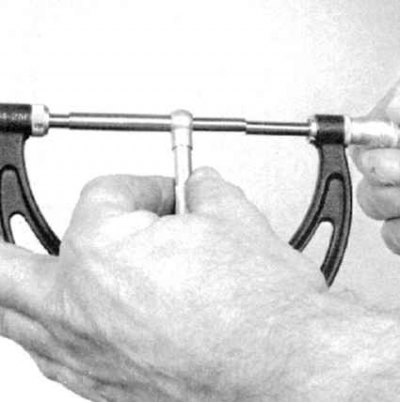
6. After the diameter is fixed with a caliper, measure the last micrometer (see illustration).
7. The value of the taper of the cylinder is determined by the difference between the results of measurements in the upper and lower sections. Ovality is the difference in diameters in planes parallel and perpendicular to the axis of the crankshaft. Compare test results with valid values (see Specifications).
8. Acting in the manner described, check all cylinders one by one.
9. If noticeable defects are detected or the measurement results deviate from the regulatory requirements, the cylinder block is subject to restorative machining in a car service workshop. If the cylinders were bored during the refurbishment, the engine must be equipped with new pistons of the corresponding repair (in excess) size.
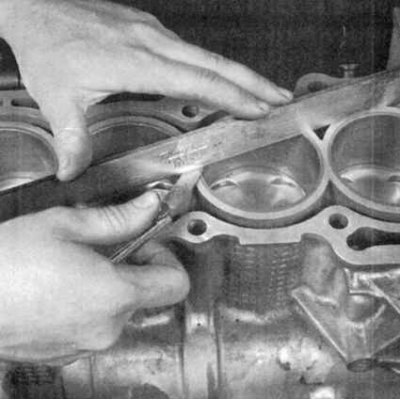
10a. Check the flatness of the mating surface of the block (see accompanying illustrations). Compare the measurement result with the requirements Specifications, if necessary, give the block to the groove.
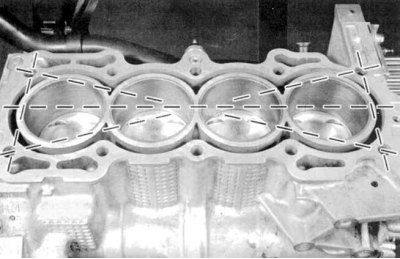
10b. Measure in three directions: along the axis of the block and its two diagonals. 11. If the state of the mirrors of the cylinders during the test was found to be satisfactory, while at the same time complying with the regulatory requirements for the shape of the cylinders and the clearances of the pistons in them (see Checking the condition of the components of the connecting rod and piston group), the need for turning cylinders is eliminated. It will be enough just to honing the mirrors (see Honing cylinder mirrors).