
Note. If you do not have the necessary tools at hand or do not want to do honing yourself, the work can be entrusted to the specialists of a car service workshop for quite a moderate fee.
Install the main bearing caps before honing (without inserts) with their bridge and tighten the fixing bolts to the required torque.
There are two types of hones for processing cylinder mirrors: hon type "bottle brush" and, more traditionally, a surface hone in the form of a nozzle with spring-loaded whetstones. Both tools provide the necessary quality of processing cylinder mirrors, although the use of the first one is preferable for an inexperienced mechanic. You will also need a sufficient amount of rags, special honing or just liquid machine oil, as well as an electric drill as a drive for honing nozzles.
Proceed in the following order:
Attention! Don't forget to wear safety goggles or a face shield!
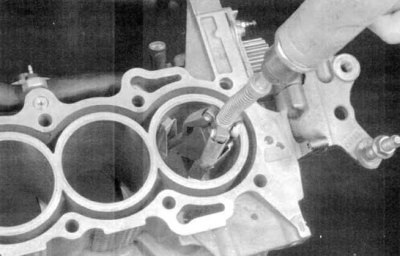
1. Clamp the hone into the chuck of the electric drill, bring the spring-loaded whetstones / rods of the nozzle brush and thread the latter into the cylinder (see accompanying illustration).
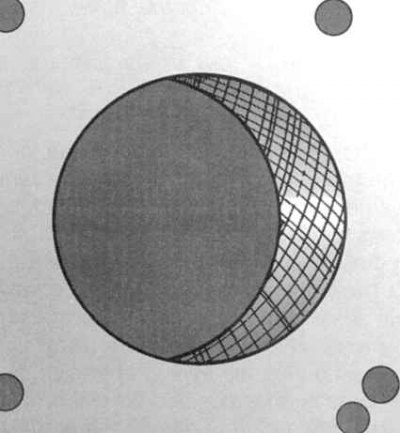
2. Copiously moisten the mirror of the cylinder being processed with oil, turn on the drill and start reciprocating the nozzle inside the cylinder. The speed of the vertical movement of the hone should ensure the application of a reticulate pattern on the surface of the mirror of the cylinder with an angle of intersection of the sides of the mesh of about 60° (see accompanying illustration). Spare no oil and try not to remove more material from the surface of the cylinder walls than is really necessary to achieve the desired result.
Note. Piston ring manufacturers may have their own requirements for the angle of intersection of the sides of the grid pattern - carefully read the instructions on the repair kit packaging.
3. Do not remove the hone from the cylinder before the drill stops completely! Continue to reciprocate the nozzle until it stops rotating. After stopping the drill, squeeze the whetstones and remove the hone from the cylinder. When using hone type "bottle brush" wait for the drill to stop completely, then remove the attachment while continuing to manually rotate the chuck in the normal direction.
4. Wipe the cylinder mirror with a rag and proceed to honing the next one.
5. Upon completion of processing, use a file to chamfer the upper edges of the cylinders - this processing is carried out in order to avoid difficulties with filling pistons with rings put on them into cylinders. Be extremely careful not to scratch the mirror of the cylinder with the needle file.
6. Finally, the entire unit should be thoroughly rinsed with a warm, soapy water solution.
Note. The cylinders can be considered washed when, after passing a white cloth moistened with oil on the mirror, there is no gray coating left on it. Be sure to clean all oil holes and channels with a cylindrical brush, then flush the block with a high-pressure water jet.
7. After washing, dry the block thoroughly and coat the machined surfaces with oil to protect them from corrosion. Wrap the block in a clean plastic bag before assembling the engine.