
2. Reinstall the main bearing caps and tighten to specification.
3. The most common hone with spring bars. In addition to hone, you will need some kerosene, rags and an electric drill. The honing process is as follows:
- A) mount the hone on the drill, squeeze the bars and insert the hone into the cylinder;
- b) lightly grease the cylinder walls with kerosene, turn on the drill and move the hone up and down until. until the correct intersecting pattern is formed on the walls. Ideally, the lines should intersect at an angle of 60 degrees. so that during the honing process the walls are wetted no more than necessary.
- V) do not remove the hone from the cylinder when the drill is on. Moreover, make a few moves of the hone with the drill turned off and only then remove it.
- G) repeat the procedure on the other cylinders.
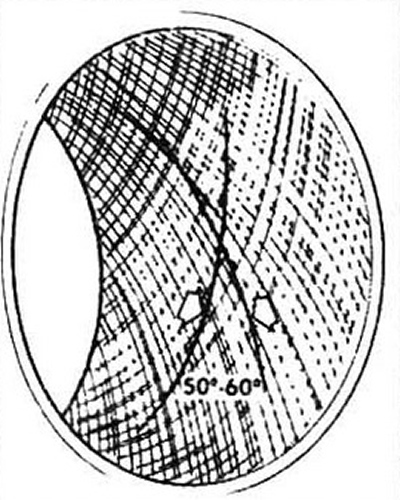
Pic. 16.3 Ideally, the hone lines should intersect at an angle of 50-60 degrees
4. After honing, be sure to restore the chamfer on the upper hillock of the cylinder wall to avoid breakage of the piston rings during assembly. Carefully work with a file, do not damage the walls.
5. Thoroughly rinse the block from abrasive.
6. Dry the block and grease the surfaces with a thin layer of oil.