
Fasteners
Fasteners are nuts, bolts, studs and screws that are used to connect two or more parts together. There are a few things to keep in mind when working with fasteners. In almost any threaded fastener, one or another type of locking and locking devices is used. These can be lock washers, locknuts, locking flags, or a special thread locking compound. All fasteners used must be absolutely clean and straight, with undisturbed threads and unrounded hex sockets. It should be made a rule to replace damaged fasteners without fail. Special self-locking nuts with nylon or fiber inserts cannot be reused, as they lose their locking properties when released and must always be replaced during assembly.
"addicted" fasteners, in order to facilitate unscrewing and to avoid damage, must be treated with a special penetrating compound before releasing. Many mechanics prefer to use turpentine for this purpose, which is conveniently applied from a special small canister with a long spout. After wetting the fasteners with a penetrating compound, allow the agent to thoroughly soak the oxidized contact layer for several minutes. Heavily rusted fasteners can be cut down with a chisel, cut down with a hacksaw or removed using a special wrench.
When cutting off the bolt head or breaking off the stud on the assembly, the rest of the threaded part can be drilled out or removed using a special extractor. Most bodyshops can take on this, as well as others (e.g. repairing stripped threads in threaded holes), repair procedures.
Flat washers and lock washers must always be reinstalled in their original positions when reassembling. Replace damaged washers with new ones. Between lock washer and soft metal surface (e.g. aluminum), thin sheet metal, or plastic of the workpiece to be fastened, flat washers should always be installed.
Fastener dimensions
For many reasons, automotive manufacturers are increasingly adopting metric fasteners. However, it is important to know the difference between this (more versatile) fasteners and sometimes used fasteners of the SAE standard (or American). Despite the external similarity, the elements of these two types of fasteners are not interchangeable.
All bolts, whether SAE or metric, are classified by diameter, thread pitch, and length. For example, an SAE 1/2-13x1 bolt is half an inch in diameter, 13 threads per inch, and 1 inch long. Metric bolt M12-1.75x25 has a diameter of 12 mm, thread pitch (distance between adjacent turns) 1.75 mm and 25 mm long. Both bolts are externally almost identical, but not interchangeable.
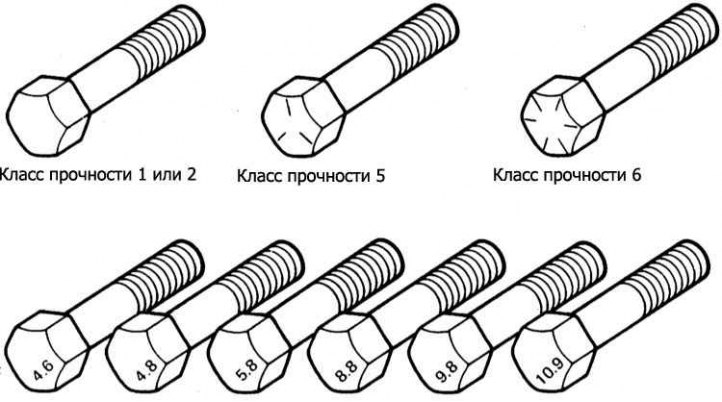
In addition to the features listed, both metric and SAE bolts can be identified visually by looking at the head. For starters, the distance between the flats of the metric bolt head is measured in millimeters, while the American one is in inches (the same is true for nuts). As a consequence, an SAE wrench is not suitable for use with metric fasteners, and vice versa. In addition, the heads of most SAE bolts usually have radial notches that determine the maximum allowable tightening torque of the bolt (degree of strength). The more notches, the higher the allowable force (on vehicles, bolts of strength class 0 to 5 are usually used). The strength class of metric bolts is determined by a numerical code. Code numbers are usually cast, as on American fasteners, on the bolt head (on vehicles, bolts of strength classes 8.8, 9.8, and 10.9 are usually used).
Also, according to the marks of the strength class, it is possible to distinguish SAE class nuts from metric ones. To identify the strength class of standard nuts, dot marks are used, stamped on one of the end surfaces of the nut, while metric nuts are marked using, again, a digital code. The greater the number of points, or the greater the value of the digital code, the higher the allowable tightening torque of the nut.
Bolt grade marking (top - standard / SAE / USS, bottom - metric)
Strength class marking for standard hex nuts

Strength class 5 | 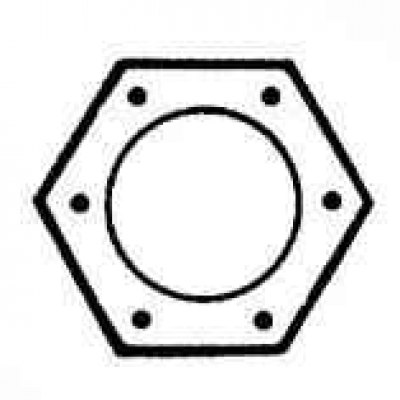
Strength class 8 |
1. - Strength class 10.9
2 - Strength class 9.8
3 - Strength class 8.8
Dimensions/marking of strength class standard (SAE and USS) bolts
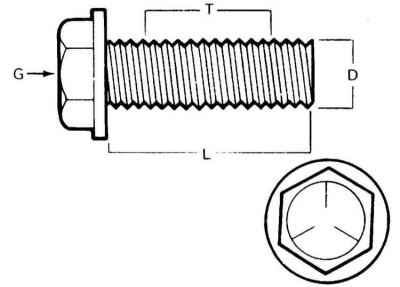
G - Strength class marking
L - Length (in inches)
T - Thread Pitch (number of threads per inch)
D - Nominal diameter (in inches)
Dimensions/marking of the property class of metric bolts
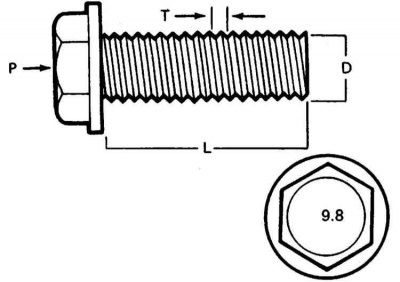
P - Strength class
L - Length (in mm)
T - Thread Pitch (distance between adjacent turns in mm)
D - Nominal diameter (in mm)
Property class marking for metric hex nuts
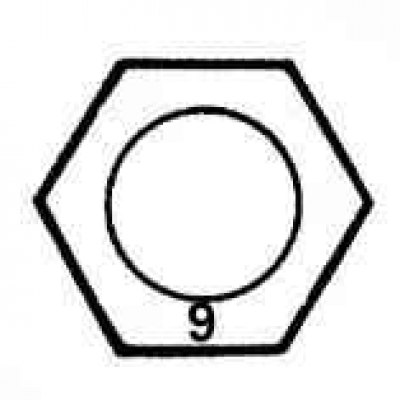
Strength class 9 | 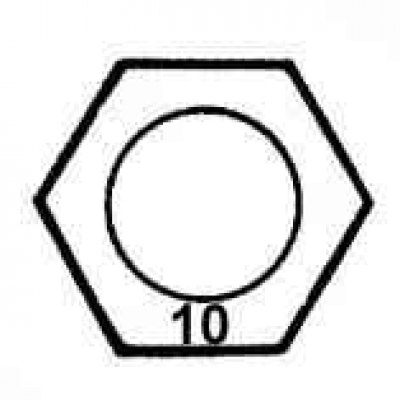
Strength class 10 |
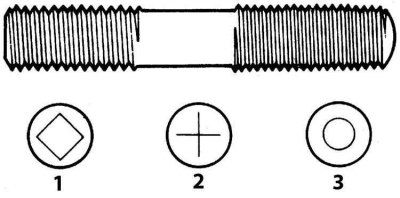
The ends of metric studs are also marked according to their strength class. A digital code is applied to large studs, while smaller ones are marked in the form of geometric shapes.
It should be noted that a significant part of the fasteners, especially the strength class from 0 to 2, is not marked at all. In this case, the only way to distinguish American fasteners from metric fasteners is to measure the thread pitch, or compare the threads to the threads of a uniquely identified element.
It should be remembered that only small fasteners fall under the SAE classification. Larger items with non-metric threads are US standard fasteners (USS).
Since fasteners of the same geometric size (both standard and metric) may have different strength classes, when replacing bolts, nuts and studs, special attention should be paid to the compliance of the strength class of the installed new elements with the strength class removed.
Method and procedure for tightening threaded connections
The tightening of most threaded connections should be done with the forces determined by the requirements of the Specifications given at the beginning of each Chapter of this Manual (under the tightening force of fasteners should be understood the torque applied to it). Overtightening the fastener can break the integrity of the fastener, while undertightening it leads to insecure coupling of the mating components. Bolts, screws and studs, depending on the material from which they are made and the diameter of the threaded part, usually have strictly defined allowable tightening forces, many of which, as already mentioned above, are given in the Specifications at the beginning of each Chapter. Strictly adhere to the recommendations given on the tightening forces of the fasteners used on the vehicle. For tightening fasteners not listed in the Specifications, use the torque chart below. The values given in the table are based on fasteners of strength classes 2 and 3 (Higher grade fasteners allow for more tightening), in addition, it is understood that the tightening of the dry (with unlubricated thread) fasteners screwed into steel or cast (not aluminum) detail.
Metric thread sizes
| M6 | 9 - 12 Nm |
| M8 | 19 - 28 Nm |
| M10 | 38 - 54 Nm |
| M12 | 68 - 96 Nm |
| M14 | 109 - 154 Nm |
Pipe thread sizes
| 1/8 | 7 - 10 Nm |
| 1/4 | 17 - 24 Nm |
| 3/8 | 30 - 44 Nm |
| 1/2 | 34 - 47 Nm |
SAE/USS thread sizes
| 1/4 - 20 | 9 - 12 Nm |
| 5/16 - 18 | 17 - 24 Nm |
| 5/16 - 24 | 19 - 27 Nm |
| 3/8 - 16 | 30 - 43 Nm |
| 3/8 - 24 | 37 - 51 Nm |
| 7/16 - 24 | 55 - 74 Nm |
| 7/16 - 20 | 55 - 81 Nm |
| 1/2 - 13 | 75 - 108 Nm |
Fasteners located around the perimeter of a component (such as cylinder head bolts, oil pan and various covers) in order to avoid deformation of the part, it must be given and tightened in a strictly defined order. The procedure for tightening and retracting such fasteners is given in the text of the relevant Chapters of the Guide, as well as on Ref. illustrations. Unless a special procedure is specified, the following guidelines should be followed to avoid deformation of the component.
In the first step, all bolts/nuts must be finger-tight. Further, each of the fastener elements in turn reaches one more full turn, and the transition from one bolt / nut to another must be carried out in a diagonal order (criss-cross). Further, returning to the first element, you should repeat the procedure in the same order, tightening the fasteners another half turn. Continue the procedure, tightening each element now by a quarter of a turn in one go until all of them are tightened with the required force. When releasing fasteners, proceed in a similar manner, but in reverse order.
Disassembly of components
The disassembly of all components must be carried out in such a manner that, during installation, each part can be installed in its original place and in the correct way. Try to remember the characteristic external features of the assembly, if necessary, make landing marking of parts, the installation of which in place can be performed in an ambiguous way (e.g. a grooved thrust washer on a shaft, etc.). It's a good idea to place the removed parts on a clean work surface in the order in which they were removed. It will also be useful to draw up simple schematic sketches or take step-by-step photographs of the disassembled component.
When giving fasteners, try to mark its original position on the assembly. Often, reinstalling fasteners and washers immediately after removing the corresponding part will avoid confusion during assembly. If this is not possible, all fasteners should be placed in a box specially prepared for this purpose, divided into sections and appropriately labeled, or simply in separate labeled boxes. This approach is especially useful when working with components consisting of many small parts, such as a carburetor, alternator, valve train, instrument panel or decorative upholstery.
When disconnecting electrical contacts and connectors, attention should be paid to marking wires or harnesses using adhesive tape with a digital or letter code applied to it.
Sealing surfaces
On all vehicles, gaskets are used to seal the junction of the mating surfaces of two or more parts and serve to prevent leakage of oils and other fluids and maintain high pressure / vacuum inside the assembly.
Often such gaskets are coated with a liquid or paste sealing compound before installation (sealant). Sometimes, over time, or under the influence of elevated temperatures or pressure, the mating surfaces are so strong to each other that the dismemberment of parts becomes a difficult task. In many cases, the successful separation of the components is helped by tapping them from the outside along the perimeter of the joint with a soft-faced hammer. You can also use an ordinary hammer for this purpose, striking through a wooden or plastic spacer. Cast housings and shock-sensitive components should not be tapped. When this type of problem occurs, always check that all fasteners have been removed first.
Avoid prying parts with a screwdriver or pry bar inserted into the joint area, as this can easily damage the mating surfaces, which will further lead to the development of leaks. If it is not possible to avoid raising the assembly elements, use a pen from the old mark for this purpose, but remember that all the chips that have formed must be carefully removed both from the mating surfaces and from the internal cavities of the components of the dismembered assembly.
After separation of the parts, their mating surfaces must be carefully cleaned using a scraper to remove traces of the old gasket material. Hardened fragments can be pre-softened with a rust converter or a special chemical composition. In this case, a piece of copper tube with a flattened and pointed end can be used as a scraper. Remains of some gaskets can easily be removed with a copper brush, however, regardless of the method used, the mating surfaces should be completely clean and dry as a result of processing. If for any reason the mating surface is damaged, fill the defects with gasket sealant before assembling the assembly. In most cases, you should use a non-curing (or not fully cured) sealant.
Hose Removal Tips
Attention! If your car is equipped with an air conditioning system, never disconnect any hoses from the system components until the path has been discharged at a service station by an air conditioning specialist.
The precautions to be taken when removing hoses are very similar to those for removing gaskets. Avoid damage to the surfaces of fittings and pipes on which the ends of the hoses are pulled, as this may cause the development of leaks. In particular, the latter requirement applies to the procedure for removing the radiator hoses. Due to the various chemical reactions taking place in the cooling system tract, the rubber of the hoses to the surfaces of the fittings and pipes often occurs. To remove the hose, first of all, loosen the clamp of its fastening. Then grab the hose near the clamp with tongs and begin to rotate it on the fitting / connecting pipe to the right and left. Continue in this manner until the hose is completely free, then remove the hose from the fitting. A small amount of silicone or other lubricant introduced into the gap between the fitting and the hose will save energy. Before installing the hose, lubricate the inner surface adjacent to the end, as well as the outer surface of the fitting with a solution of soapy water or a small amount of silicone grease.
As a last resort, or if it is absolutely necessary to replace the hose with a new one, the end of the hose put on the fitting can be cut with a knife and then separated from the surface of the fitting. At the same time, try not to damage the metal of the fitting / connecting pipe with the blade.
If the hose clamp is damaged, replace it with a new one. Twist-type clamps usually weaken over time, so, regardless of condition, it is better to replace them with more practical screw or worm.