
Кріплення
Кріпленням називаються гайки, болти, шпильки і гвинти, що служать для з'єднання між собою двох або більше деталей. Працюючи з елементами кріплення потрібно пам'ятати про деякі речі. Практично в будь-якому різьбовому кріпленні застосовується той чи інший вид пристосувань, що контролюють і стопорять. Це можуть бути стопорні шайби, контргайки, стопорні прапорці або спеціальний герметик для різьблення. Все кріплення, що використовується, повинно бути абсолютно чистим і прямим, з непорушеним різьбленням і неокругленими кутами шестигранних головок під ключ. Слід взяти за правило обов'язково проводити заміну пошкоджених елементів кріплення. Спеціальні гайки з нейлоновими або волоконними вставками, що самоконтрятся, повторному використанню не підлягають, оскільки при віддаванні втрачають свої контрастні властивості і при складанні завжди повинні замінюватися.
"Прикипіле" кріплення з метою полегшення відгвинчування і щоб уникнути пошкоджень перед віддаванням, повинно бути оброблене спеціальним проникаючим складом. Багато механіків вважають за краще користуватися для цієї мети скипидаром, який зручно наносити зі спеціальної маленької каністри з довгим носиком. Після змочування кріплення проникаючим складом, слід дати засобу протягом декількох хвилин добре просочити окислений контактний шар. Креплення, що сильно проржавіло, може бути зрубане зубилом, спиляне ножівкою або видалено за допомогою спеціального гайколома.
При зрізанні головки болта або обламуванні шпильки на складання залишок різьбової частини може бути висвердленим або витягнутим за допомогою спеціального екстрактора. Більшість автомайстерень може взятися за виконання цієї, так само як і інших (наприклад, відновлення зірваного різьблення в різьбових отворах), ремонтних процедур.
Плоскі та стопорні шайби при складанні повинні завжди встановлюватися на місце у свої оригінальні положення. Пошкоджені шайби обов'язково заміняйте на нові. Між стопорною шайбою та м'якою металевою поверхнею (наприклад алюмінієвою), тонким листовим металом або пластиком деталі, що закріплюється завжди слід встановлювати плоскі шайби.
Розміри кріплення
З багатьох причин виробники автомобілів все ширше і ширше застосовують метричне кріплення. Однак, важливо знати різницю між цим (універсальнішим) кріпленням і використовуваним іноді кріпленням стандарту SAE (або американським). Не дивлячись на зовнішню схожість, елементи цих двох типів кріплення є взаємозамінними.
Всі болти, як стандарту SAE, так і метричні, класифікуються за діаметром, кроком різьблення та довжиною. Наприклад, болт стандарту SAE 1/2-13х1 має півдюйма в діаметрі, 13 витків різьблення на один дюйм і довжину 1 дюйм. Метричний болт М12-1.75х25 має діаметр 12 мм, крок різьблення (відстань між сусідніми витками) 1.75 мм та довжину 25 мм. Обидва болти зовні практично ідентичні, проте не взаємозамінні.
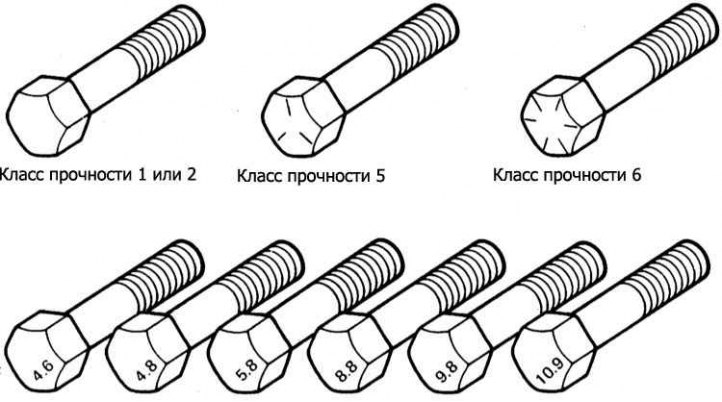
Крім перелічених ознак, як метричні болти, так і болти стандарту SAE можуть бути ідентифіковані візуально шляхом огляду головки. Для початку відстань між лисками головки метричного болта вимірюється в міліметрах, тоді як у американського - в дюймах (те ж справедливо і для гайок). Як наслідок, гайковий ключ стандарту SAE не підходить для використання з метричним кріпленням, і навпаки. Крім того, на головках більшої частини болтів стандарту SAE зазвичай є радіальні зарубки, що визначають максимальне допустиме зусилля затягування болта (ступінь міцності). Чим більше кількість зарубок, тим вище допустиме зусилля (на автомобілях зазвичай використовуються болти класу міцності від 0 до 5). Клас міцності метричних болтів визначається цифровим кодом. Цифри коду зазвичай відливаються, як і на американському кріпленні, на головці болта (на автомобілях зазвичай застосовуються болти класів міцності 8.8, 9.8 та 10.9).
Також, за мітками класу міцності, можна відрізнити гайки SAE від метричних. Для ідентифікації класу міцності стандартних гайок застосовуються точкові мітки, що проштампуються на одній з торцевих поверхонь гайки, в той час як маркування метричних гайок проводиться за допомогою цифрового коду. Чим більше точок, або чим більше значення цифрового коду, тим вище допустиме зусилля затягування гайки.
Маркування класу міцності болтів (вгорі - стандартні/SAE/USS, внизу - метричні)
Маркування класу міцності стандартних шестигранних гайок

Клас міцності 5 | 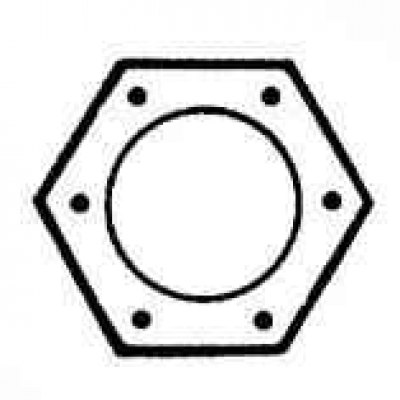
Клас міцності 8 |
1. - Клас міцності 10.9
2 – Клас міцності 9.8
3 – Клас міцності 8.8
Розміри/маркування класу міцності стандартних (SAE та USS) болтів
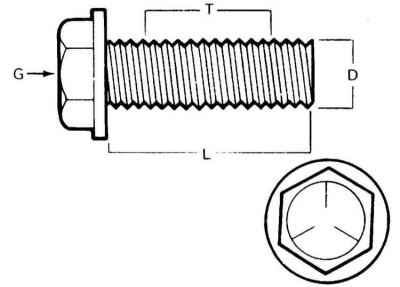
G - Маркування класу міцності
L - Довжина (у дюймах)
T - Крок різьблення (кількість витків на дюйм)
D - Номінальний діаметр (у дюймах)
Розміри/маркування класу міцності метричних болтів
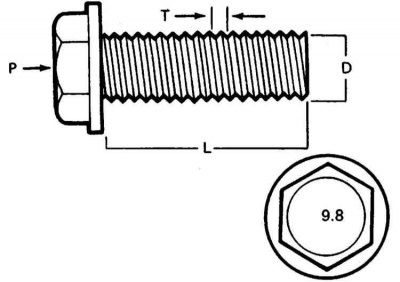
P - Клас міцності
L - Довжина (в мм)
T - Крок різьблення (відстань між сусідніми витками в мм)
D - Номінальний діаметр (в мм)
Маркування класу міцності метричних шестигранних гайок
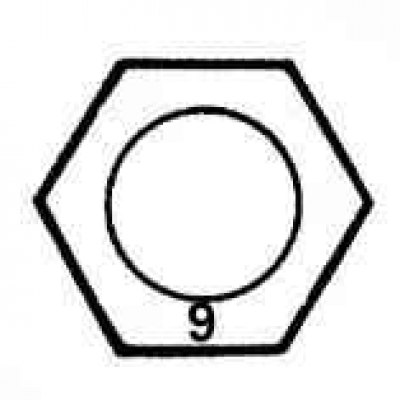
Клас міцності 9 | 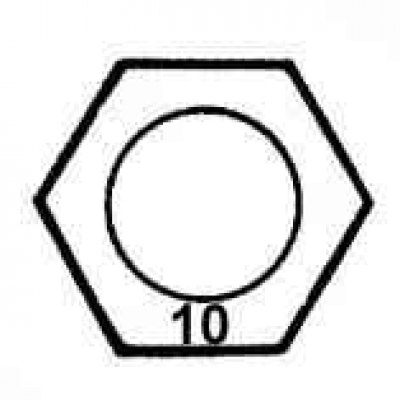
Клас міцності 10 |
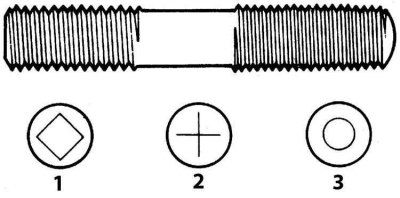
Торці метричних шпильок також маркуються відповідно до класу їхньої міцності. На великі шпильки наноситься цифровий код, тоді як на дрібніші мають маркування як геометричних фігур.
Слід зазначити, що значної частини кріплення, особливо класу міцності від 0 до 2, взагалі маркується. В цьому випадку єдиним способом відхилення американського кріплення від метричного є вимір кроку різьблення, або порівнювання витків з витками однозначно ідентифікованого елемента.
Слід пам'ятати, що під класифікацію SAE потрапляє лише дрібне кріплення. Найбільші елементи з неметричним різьбленням є кріпленням американського стандарту (USS).
Так як кріплення одного і того ж геометричного розміру (як стандартний, так і метричний) може мати різні класи міцності, при заміні болтів, гайок та шпильок слід приділяти особливу увагу відповідності класу міцності встановлюваного нових елементів, знятим за класом міцності.
Методика та порядок затягування різьбових з'єднань
Затягування більшої частини різьбових з'єднань слід проводити з зусиллями, що визначаються вимогами Специфікацій, що наводяться на початку кожної Глави цього Посібника (під зусиллям затягування кріплення слід розуміти момент, що до нього додається). Затягування з надмірним зусиллям може призвести до порушення цілісності кріплення, тоді як недотягування його веде до ненадійності зчленування компонентів, що сполучаються. Болти, гвинти та шпильки, залежно від матеріалу, з якого вони виготовлені, та діаметра різьбової частини, зазвичай мають строго певні допустимі зусилля затягування, багато з яких, як уже згадувалося вище, наведено у Специфікаціях на початку кожного Розділу. Строго дотримуйтеся наведених рекомендацій щодо зусилля затягування кріплення, що застосовується на автомобілі. Для затягування кріплення, не згаданого в Специфікаціях, слід користуватися наведеною нижче карткою допустимих моментів, що крутять. Наведені в таблиці значення орієнтовані на кріплення класів міцності 2 і 3 (кріплення вищого класу допускає затягування з великим зусиллям), крім того, мається на увазі, що проводиться затягування сухого (з незмазаним різьбленням) кріплення, вкрученого в сталеву або литу (не алюмінієву) .
Розміри метричних різьблень
| М6 | 9 - 12 Н•м |
| М 8 | 19 - 28 Н·м |
| М10 | 38 - 54 Н•м |
| М12 | 68 - 96 Н•м |
| М 14 | 109 - 154 Н·м |
Розміри трубних різьблень
| 1/8 | 7 - 10 Н•м |
| 1/4 | 17 - 24 Н·м |
| 3/8 | 30 - 44 Н·м |
| 1/2 | 34 - 47 Н·м |
Розміри різьблення стандарту SAE/USS
| 1/4 - 20 | 9 - 12 Н•м |
| 5/16 - 18 | 17 - 24 Н·м |
| 5/16 - 24 | 19 - 27 Н·м |
| 3/8 - 16 | 30 - 43 Н·м |
| 3/8 - 24 | 37 - 51 Н•м |
| 7/16 - 24 | 55 - 74 Н·м |
| 7/16 - 20 | 55 - 81 Н·м |
| 1/2 - 13 | 75 - 108 Н·м |
Розташований по периметру будь-якого компонента кріплення (такий як болти головки циліндрів, піддону картера і різних кришок) щоб уникнути деформації деталі повинен віддаватися і затягуватися в строго визначеному порядку. Порядок затягування та віддання такого кріплення наведено у тексті відповідних Глав Керівництва, а також на співпр. ілюстрації. Якщо спеціальний порядок не обумовлений, то щоб уникнути деформації компонента, слід дотримуватися наведених нижче вказівок.
На першій стадії усі болти/гайки мають бути затягнуті від руки. Далі, кожен з елементів кріплення по черзі дотягується ще один повний оборот, причому перехід від одного болта/гайки до іншого повинен здійснюватися в діагональному порядку (хрест-навхрест). Далі, повернувшись до першого елементу, слід повторити процедуру в тому ж порядку, затягуючи кріплення ще на півоберта. Продовжуйте виконання процедури, дотягуючи кожен елемент тепер уже на чверть обороту за один підхід доти, доки всі вони не виявляться затягнутими з необхідним зусиллям. При віддаванні кріплення слід діяти в аналогічній манері, але у зворотному порядку.
Розбір компонентів
Розбірка всіх компонентів повинна здійснюватися в такій манері, щоб при монтажі кожна деталь могла бути встановлена на своє місце і правильним чином. Намагайтеся запам'ятати характерні зовнішні особливості вузла в зборі, у разі потреби, робіть посадкове маркування деталей, установка яких на місце може бути виконана неоднозначним чином (наприклад, оснащена канавкою упорна шайба на валу, тощо). Гарною ідеєю буде розміщення знятих деталей на чистій робочій поверхні в тому порядку, в якому проводилося їхнє зняття. Корисним виявиться також складання найпростіших схематичних замальовок або покрокове фотографування компонента, що розбирається.
При віддаванні кріплення намагайтеся проводити маркування його первісного положення на збиранні. Часто, встановлення кріплення та шайб на колишнє місце відразу після зняття відповідної деталі дозволяє уникнути плутанини під час складання. За відсутності такої можливості, все кріплення слід складати в спеціально підготовлений для цієї мети розбитий на секції та відповідним чином промаркований ящик, або просто окремими промаркованими коробочками. Такий підхід виявляється особливо корисним при роботі з компонентами, що складаються з дрібних деталей, такими як карбюратор, генератор, клапанний механізм, панель приладів або елементи декоративної оббивки салону.
При від'єднанні електричних контактів і роз'ємів слід звертати увагу на маркування проводів або джгутів за допомогою скотча з нанесеним на нього цифровим або буквеним кодом.
Прокладні поверхні
На всіх автомобілях ущільнювальні прокладки застосовуються для герметизації місця стику поверхонь, що сполучаються двох або більше деталей і служать для запобігання витоків масел та інших робочих рідин і підтримки всередині складання підвищеного тиску/розрідження.
Часто такі прокладки перед установкою покриваються рідким або пастоподібним компаундом ущільнювачем (герметиком). Іноді, з часом, або під впливом підвищених температур або тиску відбувається настільки сильне поверхонь, що сполучаються один до одного, що розчленування деталей стає важкоздійснюваним завданням. У багатьох випадках успішному роз'єднанню компонентів допомагає обстукувати їх зовні по периметру стику молотком з м'яким бойком. Можна скористатися для цієї мети також і звичайним молотком, завдаючи ударів через дерев'яну чи пластмасову проставку. Не слід проводити обстукування литих корпусів та чутливих до струсу компонентів. При виникненні такого роду труднощів завжди в першу чергу перевіряйте, чи все кріплення знято.
Уникайте подричаживания деталей за допомогою викрутки або монтування, що вводяться в область стику, так як при цьому поверхні, що сполучаються легко можуть бути пошкоджені, що в подальшому призведе до розвитку витоків. Якщо уникнути підричажування елементів збірки не вдається, користуйтеся для цієї мети ручкою від старої кмітливості, але пам'ятайте, що всі тріски повинні бути ретельно видалені як з поверхонь, що сполучаються, так і з внутрішніх порожнин компонентів вузла, що розчленовується.
Після поділу деталей їх поверхні, що сполучаються, повинні бути ретельно зачищені із застосуванням скребка для видалення слідів матеріалу старої прокладки. Затверділі фрагменти можуть бути розм'якшені за допомогою перетворювача іржі або спеціального хімічного складу. Як скребок в даному випадку може бути використаний відрізок мідної трубки з розплющеним і загостреним кінцем. Залишки деяких прокладок легко можуть бути видалені за допомогою мідної щітки, проте, незалежно від застосовуваного методу, поверхні, що сполучаються в результаті обробки, повинні стати абсолютно чистими і сухими. Якщо з будь-якої причини поверхня, що сполучається, виявилася пошкодженою, перед складання вузла заповніть дефекти прокладочним герметиком. У більшості випадків слід користуватися герметиком, що не застигає (або не до кінця застигає).
Поради зі зняття шлангів
Увага! Якщо Ваш автомобіль обладнаний системою кондиціювання повітря, ні в якому разі не від'єднуйте від компонентів системи ніякі шланги, доки тракт не буде розряджений на станції техобслуговування спеціалістом з систем кондиціювання повітря.
Запобіжні заходи, яких слід дотримуватися при знятті шлангів, дуже близькі до заходів, що пред'являються при демонтажі прокладок. Уникайте пошкодження поверхонь штуцерів і патрубків, на які натягуються кінці шлангів, оскільки це може спричинити розвиток витоків. Особливою мірою остання вимога відноситься до процедури зняття шлангів радіатора. Внаслідок системи охолодження різних хімічних реакцій, що відбуваються в тракті, часто відбувається гуми шлангів до поверхонь штуцерів і патрубків. Для зняття шланга в першу чергу ослабте хомут його кріплення. Потім щипцями ухопіть шланг поблизу хомута і починайте обертати його на штуцері/приєднувальному патрубку вправо-ліворуч. Продовжуйте діяти у викладеній манері до звільнення шланга, потім зніміть шланг зі штуцера. Невелика кількість силіконового або іншого мастила, введеного в зазор між штуцером та шлангом, дозволить заощадити сили. Перед установкою шланга змастіть прилеглу до торця внутрішню поверхню, а також зовнішню поверхню штуцера розчином мильної води або невеликою кількістю силіконової мастила.
Як крайній засіб, або у разі однозначної необхідності заміни шланга на новий, одягнений на штуцер кінець шланга може бути розрізаний ножем і відокремлений від поверхні штуцера. При цьому намагайтеся не пошкодити метал штуцера/приєднувального патрубка.
У разі пошкодження шлангового хомута замініть його на новий. Хомути типу, що скручується, зазвичай з часом слабшають, тому, незалежно від стану, їх краще заміняти більш практичними гвинтовими або черв'ячними.