
Крэпеж
Крапежам завуцца гайкі, ніты, шпількі і шрубы, службоўцы для злучэння паміж сабой двух або больш дэталяў. Пры працы з элементамі крапяжу трэба ўвесь час памятаць пра некаторыя рэчы. Практычна ў любым разьбовым крапяжы ўжываецца той ці іншы выгляд кантраляльных і стопорных прынад. Гэта могуць быць стопорные шайбы, контргайкі, стопорные сцяжкі ці адмысловы які фіксуе герметык для разьбярстваў. Увесь які выкарыстоўваецца крапеж павінен быць абсалютна чыстым і прамым, з непарушаным разьбярствам і некруглянымі кутамі шасцігранных галовак пад ключ. Варта ўзяць за правіла ў абавязковым парадку вырабляць замену пашкоджаных элементаў крапяжу. Адмысловыя самоконтрящиеся гайкі з нейлонавымі ці валаконнымі ўстаўкамі паўторнаму выкарыстанню не падлягаюць, бо пры аддаванні губляюць свае кантраляльныя ўласцівасці і пры зборцы заўсёды павінны замяняцца.
"Прыкіпелы" крапеж з мэтай палягчэння адшрубоўвання і ў пазбяганне пашкоджанняў перад аддаваннем павінен быць апрацаваны адмысловым пранікальным складам. Многія механікі аддаюць перавагу карыстацца для гэтай мэты шкіпінарам, які зручна наносіць са спецыяльнай маленькай каністры з доўгім носікам. Пасля змочвання крапяжу пранікальным складам, варта даць сродку на працягу некалькіх хвілін добра прахарчаваць акіслены кантактны пласт. Моцна праржавела крапеж можа быць ссечаны зубілам, спілаваны нажоўкай або выдалены з дапамогай спецыяльнага гайколома.
Пры зразанні галоўкі ніта ці абломванні шпількі на зборцы астатак разьбовай часткі можа быць высвідраваны ці выняты з дапамогай адмысловага экстрактара. Большасць аўтамайстэрняў можа ўзяцца за выкананне гэтай, роўна як і іншых (напрыклад, аднаўленне сарванай разьбы ў разьбовых адтулінах), рамонтных працэдур.
Плоскія і стопарныя шайбы пры зборцы павінны заўсёды ўсталёўвацца на месца ў свае арыгінальныя становішчы. Пашкоджаныя шайбы ў абавязковым парадку замяняйце на новыя. Паміж стопорной шайбай і мяккай металічнай паверхняй (напрыклад алюмініевай), тонкім ліставым металам ці пластыкам якая замацоўваецца дэталі заўсёды варта ўсталёўваць плоскія шайбы.
Памеры крапяжу
Па многіх прычынах вытворцы аўтамабіляў усё шырэй і шырэй ужываюць метрычны крапеж. Аднак, важна ведаць розніцу паміж гэтым (больш універсальным) крапяжом і выкарыстоўваным часам крапяжом стандарту SAE (ці амерыканскім). Не гледзячы на вонкавае падабенства, элементы гэтых двух тыпаў крапяжу не з'яўляюцца ўзаемазаменнымі.
Усе балты, як стандарту SAE, так і метрычныя, класіфікуюцца па дыяметры, кроку разьбы і даўжыні. Напрыклад, ніт стандарту SAE 1/2-13х1 мае падлогу цалі ў дыяметры, 13 віткоў разьбы на адзін цаля і даўжыню 1 цаля. Метрычны ніт М12-1.75х25 мае дыяметр 12 мм, крок разьбы (адлегласць паміж суседнімі віткамі) 1.75 мм і даўжыню 25 мм. Абодва ніта знешне практычна ідэнтычныя, аднак не ўзаемазаменныя.
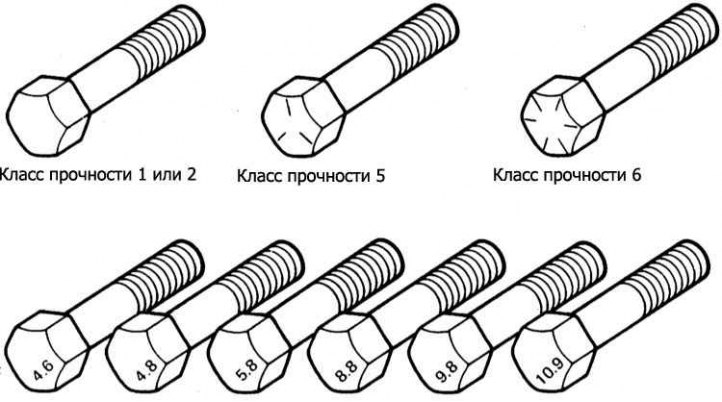
У дадатак да пералічаных прыкмет, як метрычныя балты, так і балты стандарту SAE могуць быць ідэнтыфікаваны візуальна шляхам агляду галоўкі. Для пачатку, адлегласць паміж лыскамі галоўкі метрычнага ніта вымяраецца ў міліметрах, тады як у амерыканскага у цалях (тое ж справядліва і для гаек). Як следства, гаечны ключ стандарту SAE не падыходзіць для выкарыстання з метрычным крапяжом, і наадварот. Акрамя таго, на галоўках большай часткі нітаў стандарту SAE звычайна маюцца радыяльныя засечкі, якія вызначаюць максімальны дапушчальны высілак зацягвання ніта (ступень трываласці). Чым больш колькасць засечак, тым вышэй дапушчальны высілак (на аўтамабілях звычайна ўжываюцца ніты класа трываласці ад 0 да 5). Клас трываласці метрычных нітаў вызначаецца лічбавым кодам. Лічбы кода звычайна адліваюцца, як і на амерыканскім крапяжы,
Таксама, па пазнаках класа трываласці, можна адрозніць гайкі класа SAE ад метрычных. Для ідэнтыфікацыі класа трываласці стандартных гаек ужываюцца кропкавыя пазнакі, проштамповываемые на адной з кантавых паверхняў гайкі, у то час як маркіроўка метрычных гаек вырабляецца з дапамогай, ізноў-ткі, лічбавага кода. Чым больш колькасць кропак, ці чым больш значэнне лічбавага кода, тым вышэй дапушчальны высілак зацягвання гайкі.
Маркіроўка класа трываласці нітаў (уверсе - стандартныя/SAE/USS, унізе - метрычныя)
Маркіроўка класа трываласці стандартных шасцігранных гаек

Клас трываласці 5 | 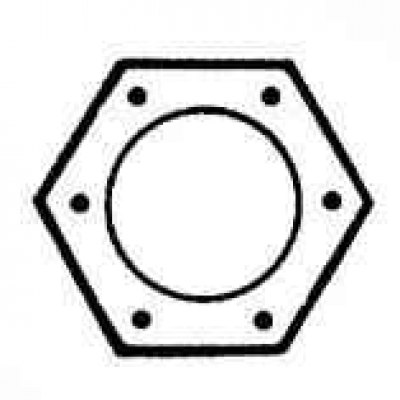
Клас трываласці 8 |
1. - Клас трываласці 10/09
2 - Клас трываласці 9/8
3 - Клас трываласці 8/8
Памеры/маркіроўка класа трываласці стандартных (SAE і USS) нітаў
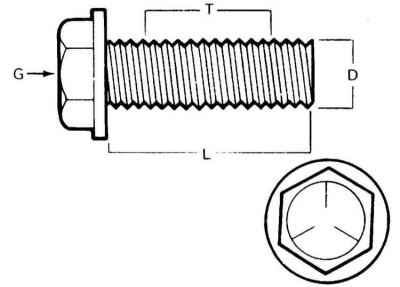
G - Маркіроўка класа трываласці
L - Даўжыня (у цалях)
T - Крок разьбы (колькасць віткоў на цалю)
D - Намінальны дыяметр (у цалях)
Памеры/маркіроўка класа трываласці метрычных нітаў
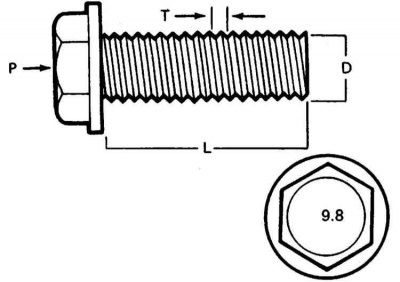
P - Клас трываласці
L - Даўжыня (у мм)
T - Крок разьбы (адлегласць паміж суседнімі віткамі ў мм)
D - Намінальны дыяметр (у мм)
Маркіроўка класа трываласці метрычных шасцігранных гаек
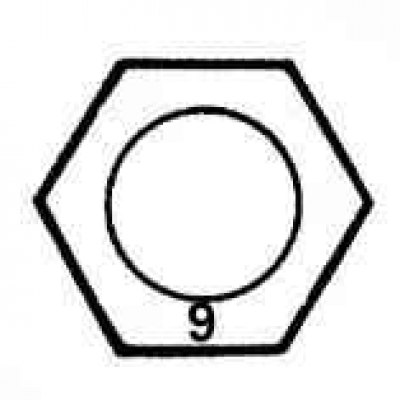
Клас трываласці 9 | 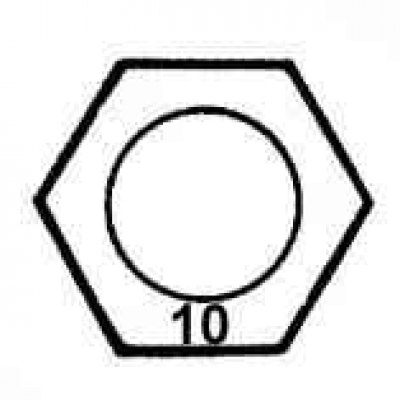
Клас трываласці 10 |
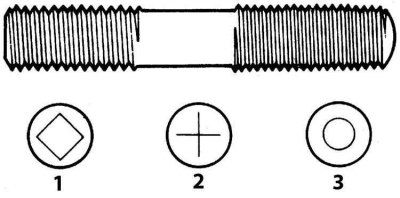
Тарцы метрычных шпілек таксама маркіруюцца ў адпаведнасці з класам іх трываласці. На буйныя шпількі наносіцца лічбавы код, тады як на драбнейшыя маюць маркіроўку ў выглядзе геаметрычных постацяў.
Варта заўважыць, што значная частка крапяжу, у асаблівасці класа трываласці ад 0 да 2, наогул не маркіруецца. У гэтым выпадку адзіным спосабам адрознення амерыканскага крапяжу ад метрычнага з'яўляецца вымярэнне кроку разьбы, ці параўноўванне віткоў з віткамі адназначна ідэнтыфікаванага элемента.
Варта памятаць, што пад класіфікацыю SAE пападае толькі дробны крапеж. Буйнейшыя элементы з неметрычным разьбярствам з'яўляецца крапяжом амерыканскага стандарту (USS).
Бо крапеж аднаго і таго ж геаметрычнага памеру (як стандартны, так і метрычны) можа мець розныя класы трываласці, пры замене нітаў, гаек і шпілек варта надаваць адмысловую ўвагу адпаведнасці класа трываласці ўсталёўванага новых элементаў знятым па класе трываласці.
Методыка і парадак зацягвання разьбовых злучэнняў
Зацягванне большай часткі разьбовых злучэнняў варта вырабляць з намаганнямі, якія вызначаюцца патрабаваннямі Спецыфікацый, якія прыводзяцца ў пачатку кожнай Кіраўніка гэтага Кіраўніцтва (пад намаганнем зацягвання крапяжу варта разумець прыкладаны да яго крутоўны момант). Зацягванне з празмерным высілкам можа прывесці да парушэння цэласнасці крапяжу, тады як недацягванне яго вядзе да ненадзейнасці сучлянення спалучаных кампанентаў. Ніты, шрубы і шпількі, у залежнасці ад матэрыялу, з якога яны выраблены, і дыяметра разьбовай часткі, звычайна маюць строга вызначаныя дапушчальныя высілкі зацягвання, шматлікія з якіх, як ужо згадвалася вышэй, прыведзены ў Спецыфікацыях у пачатку кожнай Главы. Строга прытрымвайцеся прыведзеных рэкамендацый па намаганнях зацягвання прымяняецца на аўтамабілі крапяжу. Для зацягвання крапяжу, не згаданага ў Спецыфікацыях, варта карыстацца прыведзенай ніжэй картай дапушчальных крутоўных момантаў. Прыведзеныя ў табліцы значэння арыентаваны на крапеж класаў трываласці 2 і 3 (крепеж больш высокага класа дапушчае зацягванне з вялікім высілкам), акрамя таго, разумеецца, што вырабляецца зацягванне сухога (з незмазаным разьбярствам) крапяжу, укручанага ў сталёвую ці літую (не алюмініевую) .
Памеры метрычных разьбярстваў
| М6 | 9 - 12 Н·м |
| М8 | 19 - 28 Н·м |
| М10 | 38 - 54 Н·м |
| М12 | 68 - 96 Н·м |
| М14 | 109 - 154 Н·м |
Памеры трубавых разьбярстваў
| 1/8 | 7 - 10 Н·м |
| 1/4 | 17 - 24 Н·м |
| 3/8 | 30 - 44 Н·м |
| 1/2 | 34 - 47 Н·м |
Памеры разьбярства стандарту SAE/USS
| 1/4 - 20 | 9 - 12 Н·м |
| 5/16 - 18 | 17 - 24 Н·м |
| 5/16 - 24 | 19 - 27 Н·м |
| 3/8 - 16 | 30 - 43 Н·м |
| 3/8 - 24 | 37 - 51 Н·м |
| 7/16 - 24 | 55 - 74 Н·м |
| 7/16 - 20 | 55 - 81 Н·м |
| 1/2 - 13 | 75 - 108 Н·м |
Размешчаны па перыметры якога-небудзь кампанента крапеж (такі як ніты галоўкі цыліндраў, паддона картара і розных вечкаў) у пазбяганне дэфармацыі дэталі павінен аддавацца і зацягвацца ў строга вызначаным парадку. Парадак зацягвання і аддаванні такога крапяжу прыведзены ў тэксце адпаведных Кіраўнікоў Кіраўніцтва, а таксама на супр. ілюстрацыях. Калі спецыяльны парадак не агавораны, то, каб пазбегнуць дэфармацыі кампанента, варта прытрымлівацца прыведзеных ніжэй указанняў.
На першай стадыі ўсе балты/гайкі павінны быць зацягнуты ад рукі. Далей, кожны з элементаў крапяжу па чарзе дацягваецца яшчэ на адно поўнае абарачэнне, прычым пераход ад аднаго ніта/гайкі да іншага павінен ажыццяўляцца ў дыяганальным парадку (крыж-накрыж). Далей, вярнуўшыся да першага элемента, варта паўтарыць працэдуру ў тым жа парадку, зацягваючы крапеж яшчэ на паўабарота. Працягвайце выкананне працэдуры, дацягваючы кожны элемент зараз ужо на чвэрць абарачэння за адзін падыход датуль, пакуль усе яны не апынуцца зацягнутымі з патрабаваным высілкам. Пры аддаванні крапяжу варта дзейнічаць у аналагічнай манеры, але ў зваротным парадку.
Разборка кампанентаў
Разборка ўсіх кампанентаў павінна ажыццяўляцца ў такой манеры, каб пры мантажы кожная дэталь магла быць усталявана на сваё ранейшае месца і правільнай выявай. Імкніцеся запомніць характэрныя вонкавыя асаблівасці вузла ў зборы, у выпадку неабходнасці, робіце пасадачную маркіроўку дэталяў, усталёўка якіх на месца можа быць выканана неадназначнай выявай (напрыклад, абсталяваная канаўкай упартая шайба на вале, і да т.п.). Добрай ідэяй будзе размяшчэнне знятых дэталяў на чыстай працоўнай паверхні ў тым парадку, у якім праводзілася іх зняцце. Карысным апынецца таксама складанне найпростых схематычных замалёвак або пакрокавае фатаграфаванне разбіранага кампанента.
Пры аддаванні крапяжу імкніцеся вырабляць маркіроўку яго першапачатковага становішча на зборцы. Часта, усталёўка крапяжу і шайбаў на ранейшае месца адразу пасля зняцця адпаведнай дэталі дазваляе пазбегнуць блытаніны пры зборцы. Пры адсутнасці такой магчымасці, увесь крапеж варта складаць у адмыслова падрыхтаваную для гэтай мэты пабітую на секцыі і якая адпавядае выявай прамаркіраваная скрыня, ці проста па асобных прамаркіраваных скрыначках. Такі падыход аказваецца асабліва карысным пры працы з кампанентамі, якія складаюцца з мноства дробных дэталяў, такімі як карбюратар, генератар, затамкавы механізм, панэль прыбораў ці элементы дэкаратыўнай абіўкі салона.
Пры адлучэнні электрычных кантактаў і раздымаў варта надаваць увагу маркіроўцы правадоў ці джгутоў з дапамогай скотчу з нанесеным на яго лічбавым ці літарным кодам.
Пракладачныя паверхні
На ўсіх аўтамабілях ушчыльняльныя пракладкі ўжываюцца для герметызацыі месца стыку спалучаных паверхняў двух або больш дэталяў і служаць для прадухілення ўцечак алеяў і іншых працоўных вадкасцяў і падтрыманні ўсярэдзіне зборкі падвышанага ціску/разрэджэнні.
Часта такія пракладкі перад усталёўкай пакрываюцца вадкім або пастообразным ушчыльняльным кампаўндам (герметыкам). Часам, з цягам часу, або пад уздзеяннем падвышаных тэмператур ці ціскі адбываецца настолькі моцнае спалучаных паверхняў адзін да аднаго, што расчляненне дэталяў становіцца цяжкавыканальнай задачай. У шматлікіх выпадках паспяховаму раз'яднанню кампанентаў дапамагае абстукванне іх звонку па перыметры стыку малатком з мяккім байком. Можна скарыстацца для гэтай мэты таксама і звычайным малатком, наносячы ўдары праз драўляную ці пластмасавую прастаўку. Не варта вырабляць абстукванне літых карпусоў і адчувальных да страсення кампанентаў. Пры ўзнікненні такога роду цяжкасцяў заўсёды ў першую чаргу правярайце, ці ўвесь крапеж зняты.
Пазбягайце подрычаживания дэталяў пры дапамозе адвёрткі ці мантыроўкі, якія ўводзяцца ў вобласць стыку, бо пры гэтым спалучаныя паверхні лёгка могуць быць пашкоджаны, што ў далейшым прывядзе да развіцця ўцечак. Калі пазбегнуць подрычаживания элементаў зборкі не атрымоўваецца, карыстайцеся для гэтай мэты ручкай ад старой кемнасці, але падушыце, што ўсе якія ўтварыліся трэскі павінны быць старанна выдаленыя як з спалучаных паверхняў, так і з унутраных паражнін кампанентаў расчляняе вузла.
Пасля падзелу дэталяў іх спалучаныя паверхні павінны быць старанна зачышчаны з ужываннем скрабка для выдалення слядоў матэрыялу старой пракладкі. Зацвярдзелыя фрагменты могуць быць папярэдне размякчаны з дапамогай пераўтваральніка іржы або спецыяльнага хімічнага складу. У якасці скрабка ў дадзеным выпадку можа быць скарыстаны адрэзак меднай трубкі з расплясканым і завостраным канцом. Рэшткі некаторых пракладак лёгка могуць быць выдаленыя з дапамогай меднай шчоткі, аднак, па-за залежнасцю ад ужывальнага метаду, спалучаныя паверхні ў выніку апрацоўкі павінны стаць абсалютна чыстымі і сухімі. Калі па якім-небудзь чынніку спалучаная паверхня апынулася пашкоджаная, перад зборкай вузла запоўніце дэфекты прокладочным герметыкам. У большасці выпадкаў варта карыстацца незастывальным (ці не да канца застываючым) герметыкам.
Парады па зняцці шлангаў
Увага! Калі Ваш аўтамабіль абсталяваны сістэмай кандыцыянавання паветра, ні ў якім разе не адлучайце ад кампанентаў сістэмы ніякія шлангі датуль, пакуль гасцінец не будзе разраджаны на станцыі тэхабслугоўвання адмыслоўцам па сістэмах кандыцыянавання паветра.
Меры засцярог, якія варта выконваць пры зняцці шлангаў, вельмі блізкія да мер, якія прад'яўляюцца пры дэмантажы пракладак. Пазбягайце пашкоджанні паверхняў штуцэраў і патрубкаў, на якія нацягваюцца канцы шлангаў, бо гэта можа з'явіцца прычынай развіцця ўцечак. У асаблівай меры апошняе патрабаванне адносіцца да працэдуры зняцця шлангаў радыятара. З прычыны адбывалых у гасцінцы сістэмы астуджэння розных хімічных рэакцый часцяком адбываецца гумы шлангаў да паверхняў штуцэраў і патрубкаў. Для зняцця шланга ў першую чаргу прыслабце хамут яго мацавання яго. Затым абцугамі ўхопіце шланг зблізку хамута і пачынайце круціць яго на штуцары/далучальным патрубку направа-налева. Працягвайце дзейнічаць у выкладзенай манеры да поўнага вызвалення шланга, затым зніміце шланг са штуцэра. Невялікая колькасць сіліконавай ці іншай змазкі, уведзенай у зазор паміж штуцэрам і шлангам, дазволіць зэканоміць сілы. Перад усталёўкай шланга вышмаруйце прылеглую да тарца ўнутраную яго паверхню, а таксама вонкавую паверхню штуцэра растворам мыльнай вады ці невялікай колькасцю сіліконавай змазкі.
Як крайні сродак, ці ў выпадку адназначнай неабходнасці замены шланга на новы, надзеты на штуцэр канец шланга можа быць разрэзаны нажом і затым аддзелены ад паверхні штуцэра. Пры гэтым імкніцеся не пашкодзіць лязом метал штуцэра/далучальнага патрубка.
У выпадку пашкоджання шлангавага хамута, заменіце яго на новы. Хамуты скручваецца тыпу звычайна з часам слабеюць, таму, па-за залежнасцю ад стану, іх лепш замяняць больш практычнымі шрубавымі ці чарвячнымі.