
2. Wykonaj oględziny zewnętrzne urządzenia pod kątem oznak korozji, pęknięć i innych uszkodzeń. Sprawdź stan gwintu otworów na śruby. Rozsądne byłoby również przetestowanie bloku pod kątem ukrytych pęknięć w warsztacie samochodowym za pomocą specjalnego sprzętu diagnostycznego. W przypadku stwierdzenia wad urządzenie należy naprawić lub wymienić.
3. Sprawdź stan lusterek cylindrów.
4. Oszacuj wartości istniejącej zbieżności i owalności cylindrów (patrz załączone ilustracje).
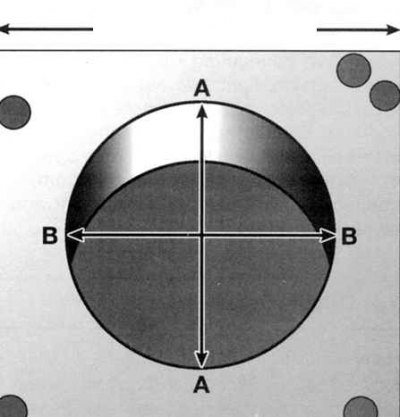
5a. Zmierz średnicę każdego z cylindrów na górze (bezpośrednio poniżej granicy zużycia stopnia), części środkową i dolną, najpierw w płaszczyźnie równoległej do osi wału korbowego (W), wtedy - prostopadle do osi bloku (A).
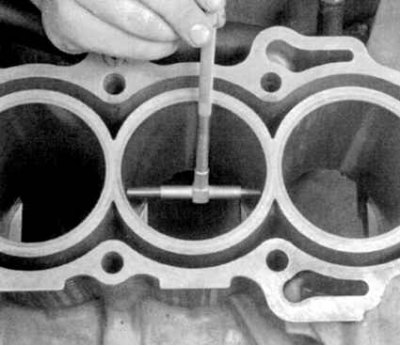
5b. Średnice cylindrów należy mierzyć za pomocą suwmiarki teleskopowej i mikrometru. Umiejętność prawidłowego posługiwania się suwmiarką nie przychodzi od razu – nie spiesz się, wykonaj kilka pomiarów, aż będziesz całkowicie pewien poprawności wniosków.
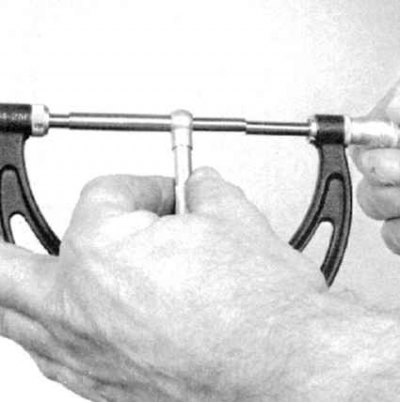
6. Po ustaleniu średnicy suwmiarką zmierz ostatni mikrometr (patrz ilustracja).
7. Wartość stożka cylindra określa się na podstawie różnicy między wynikami pomiarów w sekcji górnej i dolnej. Owalność to różnica średnic w płaszczyznach równoległych i prostopadłych do osi wału korbowego. Porównaj wyniki testu z prawidłowymi wartościami (cm. Specyfikacje).
8. Postępując w opisany sposób sprawdzić kolejno wszystkie cylindry.
9. W przypadku wykrycia zauważalnych wad lub wyników pomiarów odbiegających od wymagań przepisów, blok cylindrów podlega obróbce odtwórczej w warsztacie samochodowym. Jeśli cylindry zostały wywiercone podczas remontu, silnik należy wyposażyć w nowe tłoki o odpowiedniej naprawie (w nadmiarze) rozmiar.
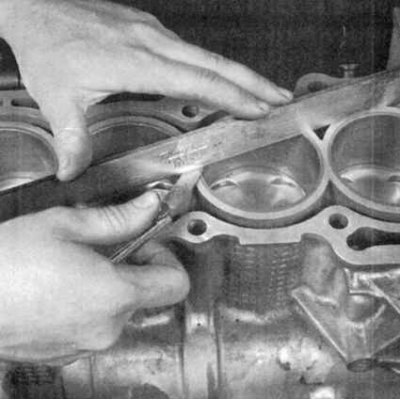
10 a. Sprawdź płaskość współpracującej powierzchni bloku (patrz załączone ilustracje). Porównaj wynik pomiaru z wymaganiami Specyfikacje, jeśli to konieczne, podaj blok do rowka.
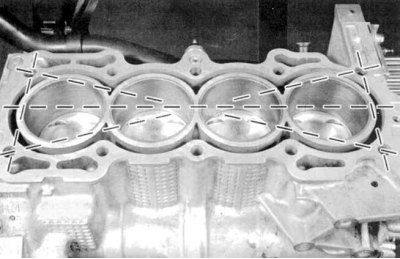
10b. Zmierz w trzech kierunkach: wzdłuż osi bloku i jego dwóch przekątnych. 11. Jeżeli stan zwierciadeł cylindrów podczas badania został uznany za zadowalający, przy jednoczesnym spełnieniu wymagań przepisów dotyczących kształtu cylindrów i luzów w nich tłoków (cm. Sprawdzenie stanu elementów korbowodu i grupy tłoków), eliminuje się potrzebę obracania cylindrów. Wystarczy tylko wyszlifować lusterka (cm. Szlifowanie lusterek cylindrycznych).