
Removing the bead
A collar is formed on the cylinder wall as a result of wear and prevents the removal of the piston with the connecting rod. The bead is removed with a special reamer. Set the piston to BDC.
Disassembly
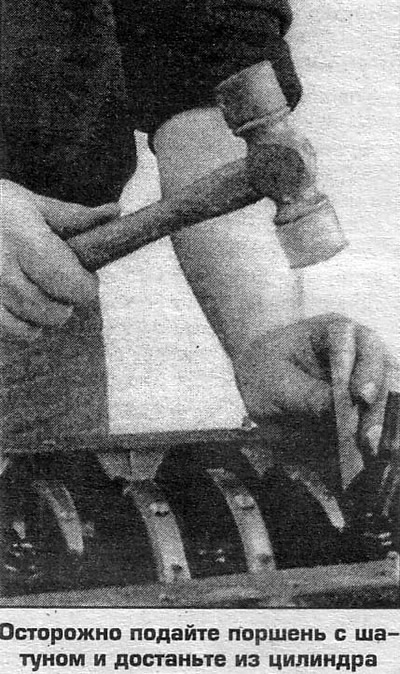
Remove all belts from the engine (gears), shafts, oil indicator pipe and other parts, remove the shoulder on the cylinder walls. Install the engine on the stand with the crankshaft up. Mark the connecting rods and caps of the main bearings of the crankshaft with a punch or brand according to the cylinders (cylinder N1 is near the front of the engine). Install the engine so that access to the connecting rods and piston is provided. Turn away nuts, remove a rod cover and an insert. Put the rubber hoses on the bolts and gently push the connecting rod with the piston about 25 mm with light hammer blows through the wooden spacer. Remove the second connecting rod bearing, feed the connecting rod with the piston and remove it from the cylinder. Install inserts and cover, tighten by hand.
Repeat the procedure for the remaining cylinders. When disassembling a V-shaped engine, first remove all pistons with connecting rods on one side, then on the other. Loosen nuts evenly (bolts) main bearing caps, remove the caps and remove the crankshaft. Clean all removed parts.
Visual check of the block
Check the condition of the cylinder block for cracks. If the engine overheated, or there was an increased consumption of coolant or oil, then it is recommended to check the cylinder block for microcracks in a car service using Magnaflux methods (method of magnetic flaw detection for cast iron blocks), or Zyglo (fluorescent spray technique for aluminum alloy blocks).
Check of coaxiality of beds of radical bearings
Check the condition of the main bearings. If the liners are severely damaged, or there are signs of insert rotation, then the alignment of the main bearing beds should be checked. Lay on the surface of the beds caliber. If there is a gap between the liner seat and the gauge, then the beds should be centered. This is ensured by processing the beds by broach with the main bearing caps installed.
Checking the deformation of the split plane of the cylinder block
The deformation of the split plane of the cylinder block is checked after thorough cleaning with a gauge and feeler gauge diagonally and along the surface of the block along the center line. If the deviation from the plane exceeds 0.076 mm in a section of 152 mm, or 0.152 mm along the entire length of the head, then the plane of the cylinder block should be reground.