
2. Jeśli zbieżność i owalność tulei cylindrowej mieści się w specyfikacji, a na ściankach nie ma wyszczerbień ani zarysowań, wiercenie nie jest wymagane. Jeśli tak nie jest, cylinder należy wywiercić do większego rozmiaru, aby wyeliminować zbieżność i elipsę. W takim przypadku klocek należy zawieźć do warsztatu w celu precyzyjnej obróbki przez wykwalifikowanego mechanika przy użyciu specjalistycznego sprzętu.
Jeśli wytaczasz cylinder, pamiętaj o zamontowaniu większych tłoków i pierścieni. Ponieważ wszystkie tłoki muszą być tego samego rozmiaru, konieczne jest wywiercenie wszystkich cylindrów, nawet jeśli wymiary tylko jednego z nich wykraczają poza dane tabelaryczne.
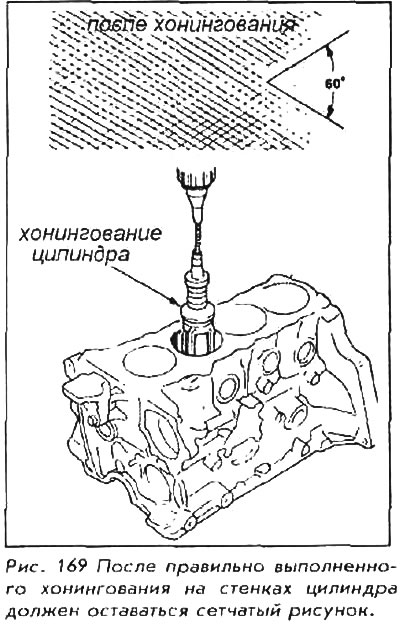
3. Nawet jeśli cylindrów nie trzeba wiercić, to i tak trzeba je wyszlifować. Aby usunąć połysk na ściankach cylindra, możesz użyć dyszy polerskiej do konwencjonalnego wiertła.
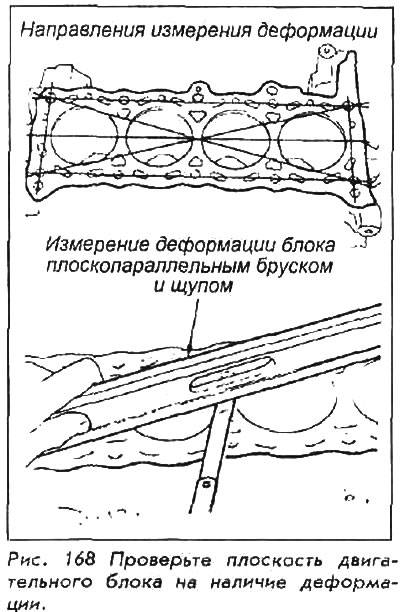
4. Czubek głowy (powierzchni, na której umieszczona jest uszczelka) należy sprawdzić pod kątem deformacji. Poprowadź prostą krawędź wzdłuż wszystkich czterech krawędzi bloku, po przekątnej przez środek. Jeśli możesz przesunąć szczelinomierz 0,1 mm pod linijką, górna powierzchnia bloku powinna zostać obrobiona lub wyprostowana.
5. Zdejmij pierścienie z tłoka za pomocą ściągacza pierścieni tłokowych. Zachowaj wszystkie pierścienie i tłok, z którego zostały usunięte. Pierścienie i rowki w tłoku należy całkowicie oczyścić szczotką i rozpuszczalnikiem, ponieważ osady uniemożliwią prawidłowe pomiary zużycia pierścieni.
6. Przed rozpoczęciem wszystkich pomiarów sprawdź tłok (potrzebujesz szkła powiększającego) pod kątem jakichkolwiek oznak pęknięć, zwłaszcza w obszarze spódnicy. Wszystko poważniejsze niż lekkie zadrapania na powierzchni oznacza, że tłok nie nadaje się już do dalszego użytku. Metal będzie się nierównomiernie nagrzewał, a tłok może pęknąć, zwłaszcza podczas pracy silnika. Jeśli jest bardzo głośny hałas - nie ryzykuj, ponieważ wiąże się to z bardzo kosztownymi naprawami.
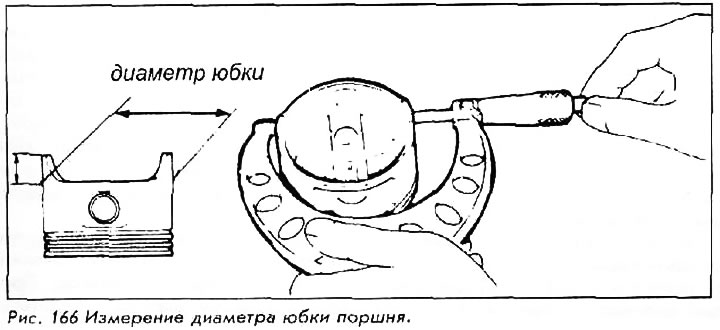
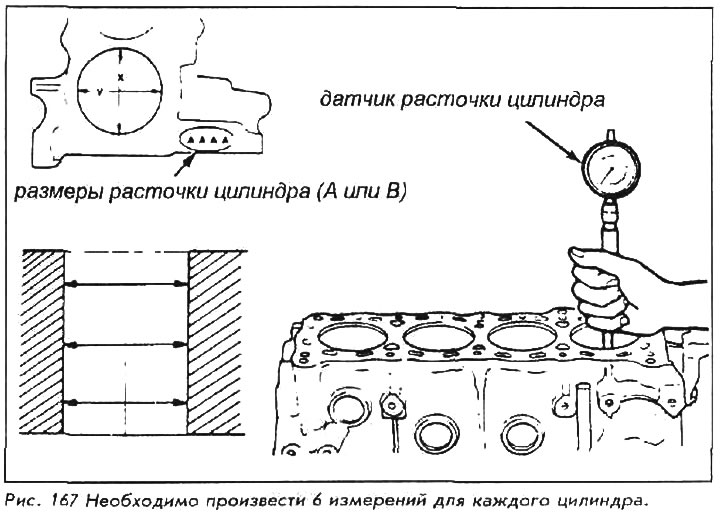
7. Średnica tłoka jest mierzona na płaszczu tłoka, pod kątem prostym do sworznia tłoka.
Porównaj pomiar lub ze średnicą podaną w tabeli lub odejmij średnicę tłoka od średnicy otworu cylindra, aby uzyskać wartość luzu. Jeśli luz jest zbyt duży, tłok należy wymienić. Jeśli szczelina podczas montażu nowego tłoka nadal nie mieści się w danych z tabeli, należy wybrać większy tłok i odpowiednio rozwiercić cylindry.
8. Luz pierścienia dociskowego jest mierzony po umieszczeniu oczyszczonych pierścieni za pomocą narzędzia do usuwania pierścieni tłokowych z powrotem w pierwotnym położeniu na tłoku. Zmierz prześwit, próbując przesunąć szablon (o grubości w specyfikacji tabelarycznej) między pierścieniem a krawędzią pierścieniowego rowka. Jeśli szablon nie pasuje do rowka, można użyć pierścienia, chociaż zawsze zaleca się użycie nowych pierścieni. Jeśli ten szablon przejdzie, a szablon o większej grubości równej granicy zużycia nie, to tłok może być nadal używany, ale należy zainstalować nowe pierścienie.
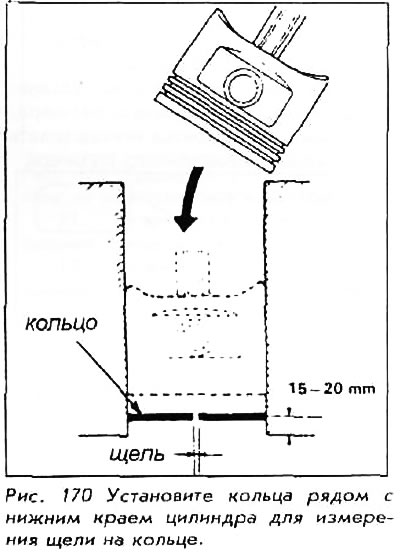
9. Konieczne jest zmierzenie szczelin pierścieniowych dla wszystkich trzech pierścieni, umieszczając tłok z pierścieniami w cylindrze, ale odwrotną stroną (z góry na dół). Pierścienie muszą znajdować się co najmniej 1520 mm od podstawy cylindra. Użyj szablonu do pomiaru szczelin pierścieniowych i porównaj wartości pomiaru z wartościami z tabeli. Jeśli szczelina jest zbyt duża, należy sprawdzić pierścień sprawdzianem o grubości równej granicy zużycia. Jeśli tuleja cylindrowa jest lekko zużyta, możesz użyć nowych pierścieni, aby uzyskać zgodne ze specyfikacją odstępy między pierścieniami bez ponownego rozwiercania samego cylindra. Zmierz szczeliny, umieszczając pierścień blisko dna cylindra, a nie blisko góry, gdzie zużycie jest największe.
10. Korbowody nie mogą być zużyte, pęknięte ani wygięte. Zbadaj je, szczególnie na górze i na dole. Zwróć uwagę na wszelkie oznaki deformacji lub zużycia metalu. Sworzeń tłoka musi być czysty i pewnie osadzony. Przewleczony przez górny koniec korbowodu, nie powinien się chwiać ani toczyć. Dolny koniec korbowodu musi również mieć kształt dokładnego półkola bez deformacji.