
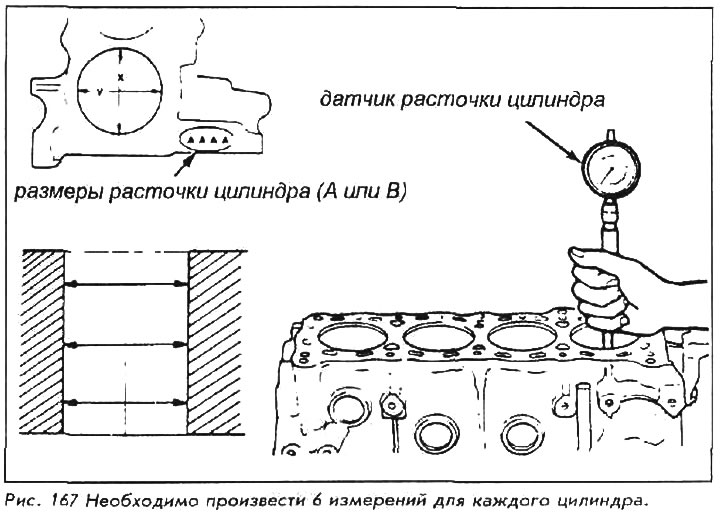
2. Если конусность и эллипсность гильзы цилиндра не отличается от спецификации, а на стенках нет зазубрин или царапин, тогда не требуется никакой расточки. Если это не так, то цилиндр необходимо расточить на больший размер для устранения конусности и эллипсности. В этом случае блок должен быть отдан в мастерскую для точной обработки квалифицированным механиком с использованием специализированного оборудования.
Если вы растачиваете цилиндр, тогда не забудьте установить поршни и кольца большего размера. Так как все поршни должны быть одного и того же размера, то необходимо расточить все цилиндры, даже в случае если размеры только одного из них находятся вне табличных данных.
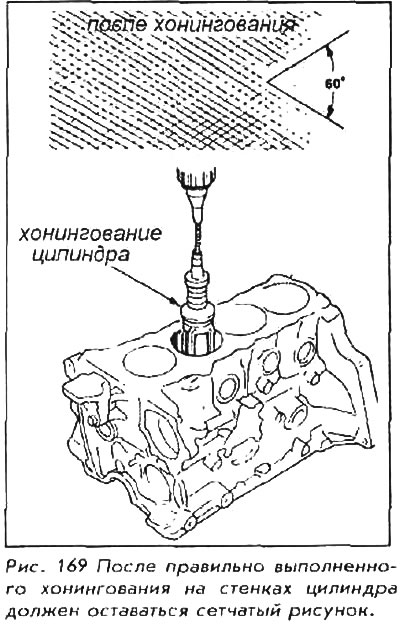
3. Даже если цилиндрам и не требуется расточка, они все равно должны быть подвергнуты хонингованию. Для удаления глянцевости на стенах цилиндра можно использовать полировальную насадку для обычной дрели.
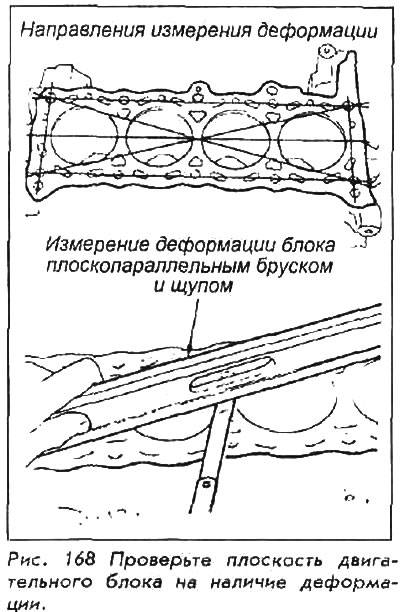
4. Вершину головки блока цилиндров (поверхность, где размещают прокладку) нужно осмотреть на наличие деформации. Пройдитесь поверочной линейкой по всем четырем граням блока, через центр по диагонали. Если вы сможете пропустить щуп толщиной 0.1 мм под линейкой, верхняя поверхность блока должна быть обработана или выправлена.
5. Снимите кольца с поршня с помощью устройства для снятия поршневых колец. Сохраните вместе все кольца и поршень, с которого они были сняты. Кольца и проточки в поршне должны быть полностью очищены с помощью щетки и растворителя, поскольку отложения не позволят провести правильные измерения износа колец.
6. Перед началом всех измерений осмотрите поршень (пригодится увеличительное стекло) на любые признаки трещин, особенно в области юбки. Все более серьезные повреждения, чем легкие царапины поверхности, означают, что поршень не годится для дальнейшего использования. Металл будет неравномерно нагреваться и поршень может разломиться, особенно во время работы двигателя. Если есть очень сильный шум - не рискуйте этим, так как это чревато очень дорогим ремонтом.
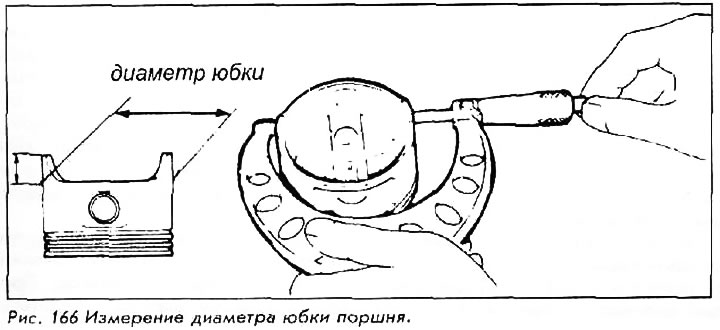
7. Диаметр поршня измеряется на юбке поршня, под прямым углом по отношению к пальцу поршня.
Сравните измерение или с указанным в таблице диаметром или вычтите диаметр поршня из размера расточки цилиндра для получения значения зазора. Если зазор - сверх нормы, поршень нужно заменить. Если зазор при установке нового поршня все еще не находится в пределах табличных данных, отберите поршень большего размера и соответственно расточите цилиндры.
8. Боковой зазор компрессионных колец измеряется после того, как очищенные кольца помещаются с использованием съемника поршневых колец обратно в их первоначальные позиции на поршне. Измерьте зазор, пытаясь продвинуть шаблон (с толщиной в пределах табличной спецификации) между кольцом и краем кольцевой канавки. Если шаблон не проходит в паз, кольцо можно использовать, хотя всегда рекомендуется использовать новые кольца. Если этот шаблон будет проходить, а шаблон с большей толщиной, равной пределу износа не будет, тогда поршень можно еще использовать, но необходимо установить новые кольца.
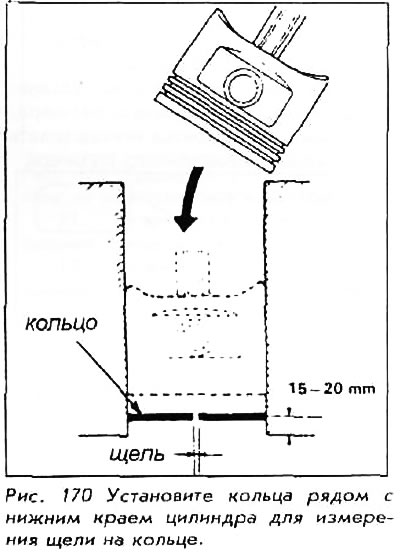
9. Необходимо измерить кольцевые щелевые промежутки для всех трех колец, поместив поршень с кольцами в свой цилиндр, но обратной стороной (сверху вниз). Кольца должны находиться, по крайней мере, на расстоянии 1520 мм от основания цилиндра. Используйте шаблон, чтобы измерить кольцевые промежутки, и сравните значения измерений с табличными. Если промежуток слишком большой, кольцо должно быть проверено шаблоном с толщиной, равной пределу износа. Если износ гильзы цилиндра небольшой, вы можете использовать новые кольца, чтобы привести щелевые промежутки колец в соответствие со спецификацией без проведения расточки самого цилиндра. Измеряйте промежутки, располагая кольцо около основания цилиндра, но не около вершины, где износ самый большой.
10. Шатуны не должны быть изношеными, расколотыми или изогнутыми. Осмотрите их, особенно в верхней и нижней части. Обращайте внимание на любой признак деформации металла или износа. Палец поршня должен сидеть чисто и прочно. Продетый через верхний конец шатуна, он не должен шататься или перекатываться. Нижний конец шатуна должен также быть а виде точной полуокружности без деформации.