
Demontaż i instalacja
Do demontażu zaworów i sprężyn wymagany jest specjalny ściągacz. Mały magnes może być bardzo przydatny do wyciągania zawleczek i podkładek sprężystych.
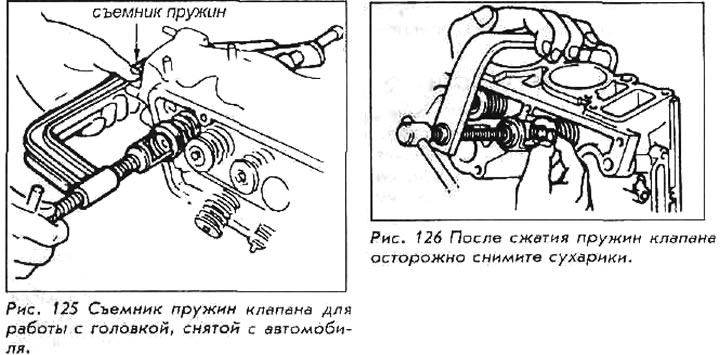
Połóż głowicę cylindra na boku na stojaku. Zamontować ściągacz sprężyny tak, aby strona oporowa narzędzia przylegała płasko do głowicy zaworu w komorze spalania, a strona śruby do kielicha sprężyny. Powoli obracaj śrubę w kierunku płytki, ściskając sprężynę. Po ściśnięciu sprężyny pojawią się krakersy; zbieraj je magnesem, ponieważ łatwo wyślizgują się z rąk i gubią. Gdy krakersy zostaną usunięte, przywróć śrubę ściągacza i wyjmij płytki i sprężyny. Zdejmij ściągacz i wyjmij zawory z drugiej strony głowicy. Zdejmij ręcznie uszczelnienia trzonków zaworów i zdejmij elementy ustalające sprężyny zaworów za pomocą magnesu.
Ponieważ bardzo ważne jest, aby każdy zawór (jego sprężyna, podkładka talerzowa i sprężysta oraz krakersy) złożone z tego samego zestawu, należy uważać, aby te części się nie pomieszały. Najlepszym sposobem na to jest zrobienie uchwytu - wycięcie otworów w kawałku twardej tektury. Oznacz każdy port numerem butli i nazwą zaworu Vp. lub Wydanie., odpowiadające położeniu każdego cylindra i zaworu w głowicy. Podczas wyjmowania każdego zaworu włóż go do uchwytu i załóż podkładki, sprężyny, zawleczki i grzybki na trzpieniu zaworu po zaznaczonej stronie uchwytu. W ten sposób każdy zawór i jego części są trzymane razem i można je ponownie włożyć do głowicy we właściwej pozycji.
Po dotarciu każdego zaworu do gniazda (patrz Docieranie zaworów) trzpień zaworu jest nasmarowany, a każdy zawór jest montowany w głowicy w odwrotnej kolejności do demontażu, tak aby wszystkie części, z wyjątkiem krakersów, były zamontowane na trzpieniu. Zawsze używaj nowych uszczelnień trzonków zaworów.

Zamontować ściągacz sprężyny, ścisnąć grzybek i sprężynę, aż rowek na trzpieniu zaworu będzie całkowicie otwarty. Wypełnij rowek smarem i zamontuj obie nakrętki szerszym końcem do góry. Powoli cofnij śrubę ściągacza, aż płytka sprężysta zakryje krakersy. Usuń narzędzie. Gumowym młotkiem lekko postukać koniec trzpienia każdego zaworu, aby upewnić się, że grzybki i uszczelki są prawidłowo osadzone.
Kontrola
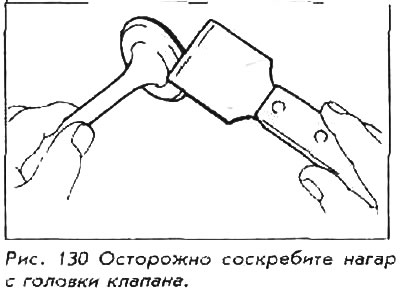
Przed przeglądem zaworów należy oczyścić trzpień, jego dolny koniec oraz całą powierzchnię zaworu i głowicy. Stare zawory dobrze nadają się do zeskrobywania węgla z główki zaworu, a szczotka druciana lub skrobak mogą być używane do czyszczenia końcówki zaworu i obszaru między końcem a dolną częścią trzpienia. Nie zarysować powierzchni czołowej zaworu podczas czyszczenia. Wyczyść całą wędkę szmatką nasączoną rozcieńczalnikiem węglowym.
Pełna kontrola zaworów wymaga użycia mikrometru i czujnika zegarowego do pomiaru wewnętrznej średnicy prowadnic zaworów. Jeśli te narzędzia nie są dostępne, zawory i głowicę można zabrać do warsztatu. Patrz tabela SPECYFIKACJA ZAWORU do sprawdzania trzpieni i prowadnic zaworów. Jeśli dysponujesz powyższymi narzędziami, zmierz średnicę każdego trzpienia zaworu na górze, na środku i na dole. Mierz w dwóch kierunkach (patrząc z góry pręta). To sześć pomiarów na zawór; zapisz te pomiary od góry do dołu w kolejności dla każdego zaworu.

Za pomocą czujnika zegarowego zmierz wewnętrzną średnicę prowadnic zaworów u ich podstawy, u góry i w punkcie środkowym, ponownie w dwóch kierunkach. Sześć pomiarów dla każdego przewodnika; zanotuj również te pomiary.

Odejmij zmierzony rozmiar trzpienia zaworu od zmierzonej wewnętrznej średnicy prowadnicy; jeśli luzy są większe niż podane w specyfikacji dla luzu między trzpieniem a prowadnicą, wymień zawór (S). Szczelinę prowadnicy pręta można również sprawdzić w warsztacie wyposażonym w czujnik zegarowy.
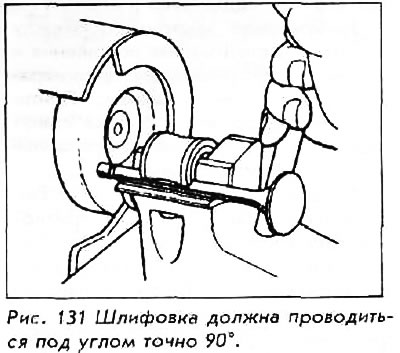
Sprawdź górną część każdego trzpienia zaworu pod kątem wżerów, wygięć i nieprawidłowego zużycia spowodowanego nieprawidłową regulacją wahacza. Z powodu zużycia szczytówka wędki może być spłaszczona. Jeśli do uzyskania płaskiej i gładkiej końcówki potrzeba więcej niż trochę szlifowania, należy wymienić zawór. Podczas szlifowania upewnij się, że dobrze zablokowałeś zawór w uchwycie przeznaczonym do tego celu, tak aby końcówka stykała się ze ściernicą prostopadle pod kątem dokładnie 90°. Większość warsztatów mechanicznych, które są przeznaczone do pracy przy samochodach, jest przystosowana do tej pracy.
Szlifowanie
Szlifowanie zaworów powinno być wykonywane tylko przez renomowany warsztat mechaniczny, ponieważ doświadczenie i sprzęt wymagany do tej pracy nie są dostępne dla przeciętnego właściciela mechanika samochodowego. W procesie obróbki zaworów przeszlifowanie jest konieczne, gdy zwykłe docieranie zaworów do gniazd nie koryguje zużycia gniazd i końcówek. Gniazda zaworów też można wyciąć, ale wymaga to specjalnego sprzętu i doświadczenia.
Docieranie zaworów
Zawory muszą być docierane do swoich gniazd po szlifowaniu, aby zapewnić dobre uszczelnienie. Nawet jeśli zawory nie były ponownie szlifowane, przed ponownym montażem należy je wbić w głowicę. Docieranie to nic innego jak bardzo dokładne polerowanie metalu w celu uzyskania dokładnego dopasowania między dwiema powierzchniami styku.
Umieścić głowicę cylindrów na stojaku roboczym komorą spalania do góry. Zamontuj głowicę na drewnianych klockach na każdym końcu, tak aby było 5-8 cm między wierzchołkami prowadnic zaworów a stojakiem.
1. Lekko nasmaruj trzpień zaworu czystym olejem silnikowym. Całkowicie pokryj gniazdo zaworu pastą do docierania zaworów. Używaj TYLKO takiej ilości mieszanki, aby pokryć całą powierzchnię siodła.

2. Ustaw zawór w jego naturalnej pozycji w głowicy. Przymocuj koniec narzędzia do docierania zaworów z nasadką ssącą do grzybka zaworu. Niewielka ilość śliny w nasadce ssącej zazwyczaj pomaga przyczepić się do zaworu.
3. Obracaj instrument w dłoniach, często zmieniając pozycję i podnosząc instrument, aby zapobiec powstawaniu rowków. Docieraj zawór, aż gniazdo i powierzchnia czołowa zaworu będą gładkie i równomiernie wypolerowane.
4. Zdejmij zawór z głowicy. Zetrzyj wszelkie ślady pasty do docierania z powierzchni czołowej i gniazda zaworu. Wytrzyj otwór szmatką nasączoną rozpuszczalnikiem i pokryj prowadnicę zaworu kawałkiem szmatki nasączonej rozpuszczalnikiem, aby upewnić się, że wewnątrz prowadnicy nie ma śladów cząstek związku. To czyszczenie jest ważne, ponieważ jeśli pasta nie zostanie usunięta, spowoduje to szlifowanie części wewnątrz silnika podczas pracy.
5. Dotrzyj po kolei pozostałe zawory. Przed ponownym złożeniem zespołu zaworów upewnij się, że końcówki zaworów, gniazda, otwory cylindrów i prowadnice zaworów są czyste.
Sprężyny zaworów
Kontrola
Podczas demontażu zespołu zaworów należy sprawdzić prostopadłość, długość i rozciągnięcie sprężyny zaworowej. Umieść każdą sprężynę zaworu na płaskiej powierzchni obok stalowego kwadratu. Zmierz długość sprężyny i obróć ją wokół krawędzi kwadratu, aby zmierzyć ugięcie. Jeśli długość sprężyny jest inna (przy porównywaniu) więcej niż 1,0 mm lub jeśli krzywizna przekracza 1,0 mm, wymień sprężynę.

Rozciągnięcie sprężyny należy sprawdzić za pomocą testera sprężyn. Sprężyny stosowane w większości silników Hondy powinny znajdować się w odległości do ½ kg od siebie podczas testowania na określonych wysokościach.
