
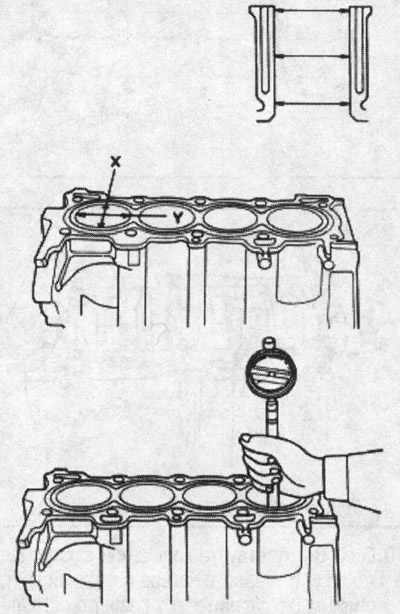
Średnica cylindra:
- Standard (nowy): 75,00-75,02 mm
- Ograniczenie: 75,07 mm
Zwiększony rozmiar naprawy:
- przy 0,25: 75,25-75,27 mm
- przy 0,50: 75,50-75,52 mm
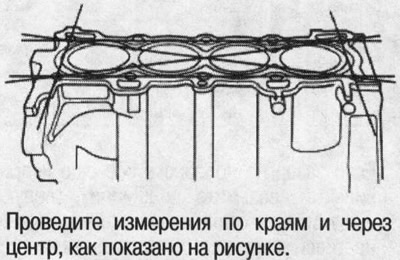
Stożek cylindra:
- Limit: (różnica między pierwszym a trzecim wymiarem): 0,05 mm
Jeśli pomiary w jakimkolwiek cylindrze przekraczają nadwymiarowy nadwymiar, wymień blok cylindrów.
W przypadku wytaczania blokowego patrz str. «Sprawdzenie luzu między tłokiem a ścianą cylindra» wyższy.
Uwaga: Cylindry z wyszczerbieniami lub rysami należy wyszlifować. Maksymalna grubość metalu usuwanego podczas wytaczania: 0,5 mm.
2. Sprawdź, czy powierzchnia złącza urządzenia nie jest wypaczona.
Wypaczenie powierzchni złącza bloku cylindrów:
- Standard (nowy): 0,07 mm
- Ograniczenie: 0,10 mm

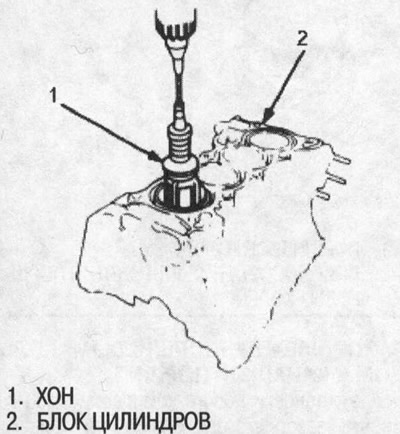
Honowanie ścianek cylindrów
1. Zmierz średnicę cylindrów jak powyżej. Jeśli blok ma być ponownie użyty, wygładź ścianki cylindra i ponownie zmierz otwór cylindra.
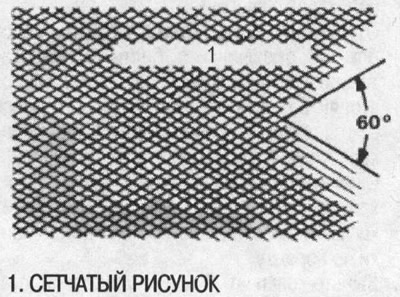
2. Honowanie olejem i drobnym grysem (№400) materiału ściernego tak, aby linie wzoru siatki przecinały się pod kątem 60°.
Notatka:
- Używaj tylko twardego honowania z drobnoziarnistym (№ 400) materiał ścierny, taki jak Sunnen, Ammco lub odpowiednik.
- Nie używaj zużytych lub uszkodzonych narzędzi.
3. Po zakończeniu honowania dokładnie oczyść blok cylindrów z opiłków metalu. Cylindry umyć gorącą wodą z mydłem, następnie wysuszyć i natychmiast naoliwić, aby zapobiec rdzewieniu.
Uwaga: Nie używaj rozpuszczalników, będą one jedynie rozmazywać cząsteczki na ściankach cylindra.
4. Jeżeli po honowaniu na ściankach cylindrów nadal pozostają zadziory lub rysy, rozwiercić blok cylindrów.
Uwaga: Dopuszczalne są niewielkie pionowe wyszczerbienia i rysy, pod warunkiem, że nie wbiją się w nie paznokcie i nie biegną przez całą długość cylindra.
Notatka:
- Po honowaniu dokładnie umyć cylindry gorącą wodą z mydłem.
- Honowanie jest wymagane tylko dla tych cylindrów, na których ściankach znajdują się zadrapania lub rysy.