
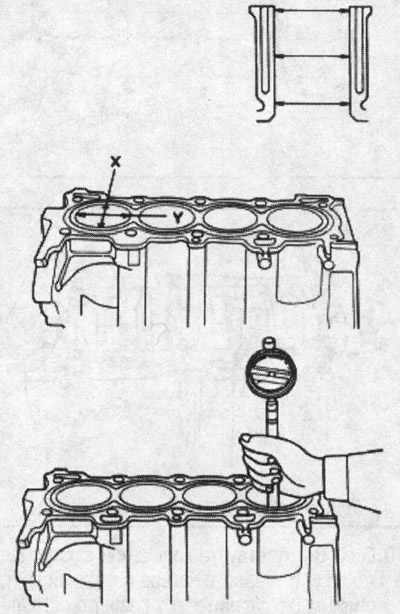
Діаметр циліндра:
- Стандарт (новий): 75,00-75,02 мм
- Межа: 75,07 мм
Збільшений ремонтний розмір:
- на 0,25: 75,25-75,27 мм
- на 0,50: 75,50-75,52 мм
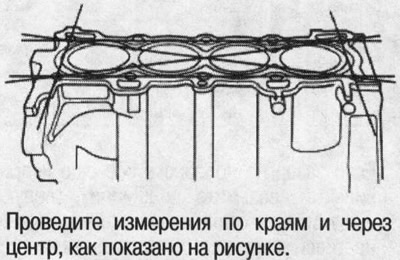
Конусність циліндра:
- Межа: (різниця між першим і третім виміром): 0,05 мм
Якщо виміри у якомусь циліндрі перевищують збільшений ремонтний розмір, замініть блок циліндрів.
У разі розточування блоку див. п. «Перевірка зазору між поршнем і стінкою циліндра» вище.
Примітка: Циліндри із задирами або подряпинами слід відхонінгувати. Гранична товщина металу, що знімається під час розточування: 0,5 мм.
2. Перевірте поверхню гнізда блоку на короблення.
Короблення поверхні роз'єму блоку циліндрів:
- Стандарт (новий): 0,07 мм
- Межа: 0,10 мм

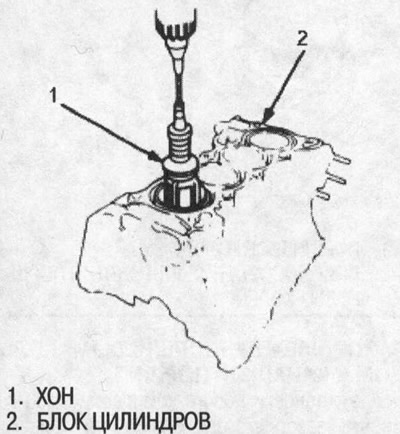
Хонінгування стінок циліндрів
1. Виміряйте діаметр циліндрів, як зазначено вище. Якщо блок використовуватиметься повторно, відхонінгуйте стінки циліндрів і проведіть повторне вимірювання діаметра циліндрів.
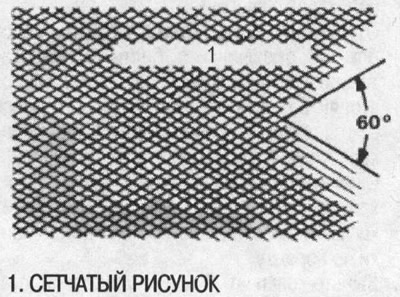
2. Виконуйте хонінгування з використанням олії та дрібнозернистого (№400) абразивного матеріалу так, щоб лінії сітківки перетиналися під кутом 60°.
Примітка:
- Користуйтеся лише жорстким хоном з дрібнозернистим (№ 400) абразивним матеріалом, наприклад Sunnen, Ammco або еквівалентним.
- Не користуйтеся зношеним чи зламаним інструментом.
3. Після завершення хонінгу ретельно очистіть блок циліндрів від металевих частинок. Промийте циліндри гарячою мильною водою, потім просушіть і одразу ж змастіть маслом, щоб уникнути іржавіння.
Примітка: Не використовуйте розчинники, вони лише розмажуть частинки по стінках циліндрів.
4. Якщо після хонінгування на стінках циліндрів все ще є задираки або подряпини, проведіть розточування блоку циліндрів.
Примітка: Невеликі вертикальні задираки та подряпини допустимі за умови, що в них не застрягає ніготь і вони не йдуть по всій довжині циліндра.
Примітка:
- Після хонінгування ретельно промийте циліндри гарячою мильною водою.
- Хонінгувати потрібно тільки ті циліндри, на стінках яких є задираки або подряпини.