
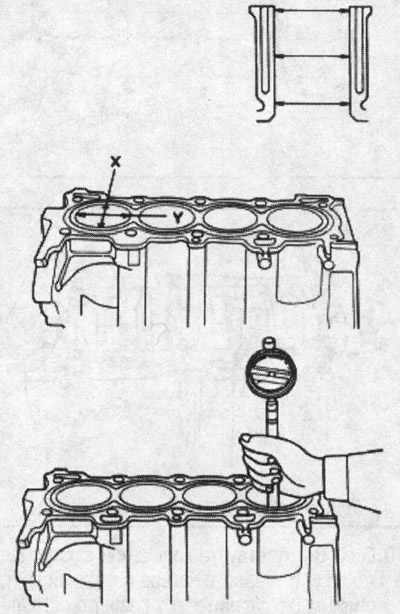
Promjer cilindra:
- Standard (novi): 75,00-75,02 mm
- Ograničenje: 75,07 mm
Povećana veličina popravka:
- na 0,25: 75,25-75,27 mm
- na 0,50: 75,50-75,52 mm
Konus cilindra:
- Ograničiti: (razlika između prve i treće dimenzije): 0,05 mm
Ako mjerenja u bilo kojem cilindru premašuju preveliku veličinu, zamijenite blok cilindra.
U slučaju bušenja bloka, pogledajte str. «Provjera zazora između klipa i stijenke cilindra» viši.
Napomena: Cilindre s urezima ili ogrebotinama treba izbrusiti. Maksimalna debljina metala uklonjena tijekom bušenja: 0,5 mm.
2. Provjerite ima li savijanja na površini priključka jedinice.
Iskrivljenje površine konektora bloka cilindra:
- Standard (novi): 0,07 mm
- Ograničenje: 0,10 mm

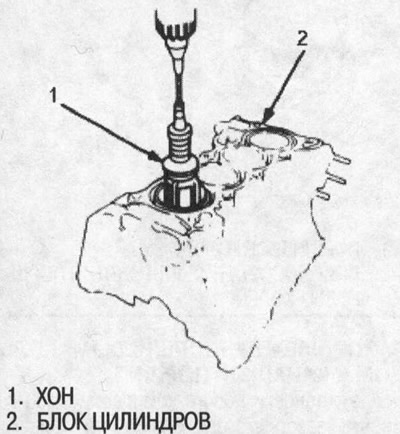
Honanje stijenke cilindra
1. Izmjerite promjer cilindara kao gore. Ako se blok ponovno koristi, izbrusite stijenke cilindra i ponovno izmjerite provrt cilindra.
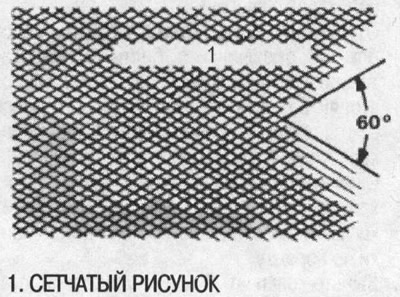
2. Honanje uljem i finim zrnom (№400) abrazivnog materijala tako da se linije mrežastog uzorka sijeku pod kutom od 60°.
Bilješka:
- Koristite samo tvrdo brusilo s finim zrnom (№ 400) abrazivni materijal kao što je Sunnen, Ammco ili ekvivalent.
- Nemojte koristiti istrošene ili polomljene alate.
3. Nakon završetka honanja, temeljito očistite blok cilindra od metalnih čestica. Operite cilindre vrućom vodom i sapunicom, zatim ih odmah osušite i nauljite kako biste spriječili hrđanje.
Napomena: Nemojte koristiti otapala, ona će samo razmazati čestice na stijenkama cilindra.
4. Ako nakon honanja još uvijek ima neravnina ili ogrebotina na stijenkama cilindra, izbušite blok cilindra.
Napomena: mali okomiti urezi i ogrebotine prihvatljivi su pod uvjetom da se ne zabodu noktom i ne protežu se cijelom dužinom cilindra.
Bilješka:
- Nakon honanja, temeljito operite cilindre vrućom sapunicom.
- Honanje je potrebno samo za one cilindre na čijim zidovima postoje ogrebotine ili ogrebotine.