
Зняцце
1. Зніміце вечка галоўкі блока цыліндраў (гл. Раздзел 4), прывадны рамень і зубчасты шкіў (гл. Раздзел 7).
2. Зніміце размеркавальнік запальвання (гл. Главу 5).
3. Прыслабце контргайкі рэгулявальных нітаў і выкручваючы іх, зачыніце ўсе клапаны (гл. Главу 1). Вымерайце восевы зазор распредвала з дапамогай індыкатарнай галоўкі. Калі зазор выходзіць за межы дапушчальнага, тое варта замяніць распредвал ці галоўку цыліндраў або забяспечыць неабходны люфт пры дапамозе адмысловых шайбаў - проставак.

Мал. 10/03 Праверка восевага зазор распредвала з дапамогай індыкатара. Перасоўвайце вал наперад і назад, як паказана стрэлкамі
4. Прыслабце ніты мацавання стоек восяў каромыслаў прыкладна на ¼ абарачэння ў паслядоўнасці крыж-накрыж. Як толькі ўсе балты будуць адпушчаны, зніміце восі каромыслаў у зборы.
Ніты мацавання стоек пакіньце ў іх адтулінах у пазбяганне разборкі вузла пад дзеяннем дыстанцыйных спружын.
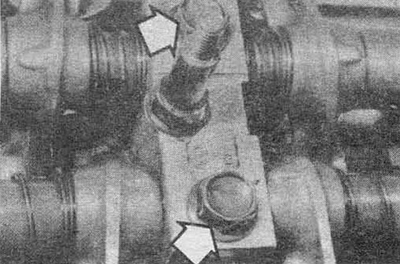
Мал. 10.4 Адпусціце балты стоек восяў каромыслаў (стрэлкі)
5. Зніміце распредвал і прамыйце яго.
Агляд
6. Візуальна ацаніце стан кулачкоў і шыек распредвала. Вызначыце наяўнасць зносу, пітынга, нацёртасцяў, навалакванні металу і прыкмет перагрэву (колеру пабегласці, абясколераныя зоны). Вызначыце наяўнасць адслойвання цвёрдага пласта паверхні кожнага кулачка.
7. З дапамогай мікраметра вымерайце вышыню кожнага кулачка.
Калі вымеранае значэнне вышыні кулачка меншае за дапушчальнае, заменіце распредвал.
8. Вызначыце зазоры ў падшыпніках распредвала ў наступным парадку:
- а) прамыйце вечкі падшыпнікаў і шыйкі вала ў бензіне або дызпаліве і насуха вытрыце.
- б) асцярожна ўкладзяце вал у ложак галоўкі. Не круціце вал падчас вымярэнняў.
- в) пакладзяце кавалкі пластыкавага калібру на кожную шыйку вала.
- г) усталюеце на месца вузел восяў каромыслаў і, зацягніце ад рукі ніты стоек.
- д) зацягвайце балты да намаганні, апісванага ў спецыфікацыі, крокамі па ¼ абароту ў паслядоўнасці, паказанай на мал. 10/08а.
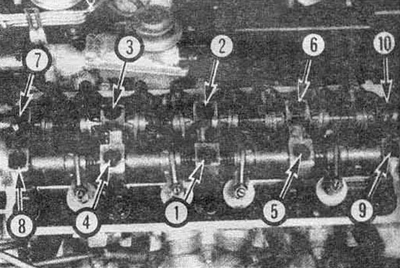
Мал. 10.8а Паслядоўнасць зацяжкі нітаў стоек восяў каромыслаў

Мал. 10.8б Параўнанне шырыні раздушаных калібраў са шкалой для вызначэння зазору ў падшыпніку
- е) адкруціце балты, як паказана ў пункце 4 і зніміце вузел восяў каромыслаў.
- ж) параўнайце таўшчыню раздушаных калібраў (8 самым шырокім месцы) са шкалой на канверце з калібрамі (гл. мал. 10.86).
- з) калі вымераны зазор больш дапушчальнага, варта замяніць распредвал і/ці галоўку цыліндраў.
- і) саскрабіце рэшткі пластыкавых калібраў з шыек вала.
9. Выміце балты мацавання стоек каромыслаў і зніміце дэталі з восей каромыслаў. Захоўвайце дэталі ў тым жа парадку, у якім яны стаялі на восі.
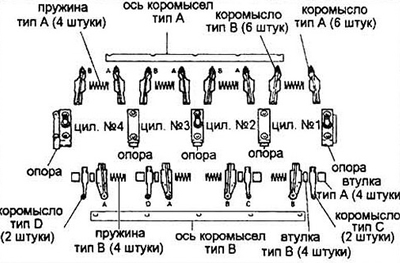
Мал. 10.9 Зборка вузла восяў каромыслаў (карбюратарныя рухавікі)
10. Візуальна вызначыце наяўнасць зносу на канцах каромыслаў і іх падшыпнікаў. Вызначыце стан рэгулявальных шруб і контргаек, паверхняў накрывак падшыпнікаў, спружын і ўтулак.
11. З дапамогай мікраметра вызначыце дыяметр восей каромыслаў у месцах работы каромыслаў.
12. Вымерайце ўнутраны дыяметр падшыпнікаў каромыслаў. Па выніках вымярэнняў вызначыце зазоры ў адпаведных падшыпніках.
13. Калі зазоры апынуцца больш дапушчальных, заменіце зношаныя дэталі.
Усталяванне
14. Збярыце вось каромыслаў і ўстаўце балты ў адтуліны стоек для прадухілення самаадвольнай разборкі. Усе спалучаныя паверхні і адтуліны падачы алею павінны быць чыстымі і змазанымі маторным маслам.
15. Абкладзеце распредвал у пасцелю галоўкі цыліндраў так, каб шпоначная паза глядзеў угару.
16. Усталюйце сальнік распредвала (пры неабходнасці гл. Раздзел 9), вышмараваўшы беражкі маторным маслам.
17. Усталюеце вузел восяў каромыслаў і зацягніце балты стоек ад рукі
18. Ніты мацавання стоек зацягвайце крокамі па ¼ абарачэння ў паслядоўнасці, паказанай на мал. 10/08а да намаганні, апісанага ў спецыфікацыі.
19. Усталюеце шпонку і ўстаўце зубчасты шкіў прывада распредвала. Зацягніце ніт мацавання зубчастага шківа з высілкам, апісаным у спецыфікацыі. Для прадухілення кручэння вала прасуньце ў адтуліну зубчастага шківа вялікую адвёртку або варот. Пераканайцеся. што ўсталявальныя пазнакі на зубчастым шківе каштуюць правільна адносна галоўкі цыліндраў (гл. мал 7.22).
20. Усталюйце прывадны рамень і знятыя вузлы ў паслядоўнасці, зваротнай зняццю.