

Uwaga: Jeśli tuleje prowadzące są zużyte (patrz wyżej), wymień je (patrz poniżej) przed obróbką gniazd zaworów.
2. Ostrożnie obrobić gniazdo 45°, usuwając tylko tyle metalu, ile jest konieczne do uzyskania gładkiej, koncentrycznej powierzchni gniazda.
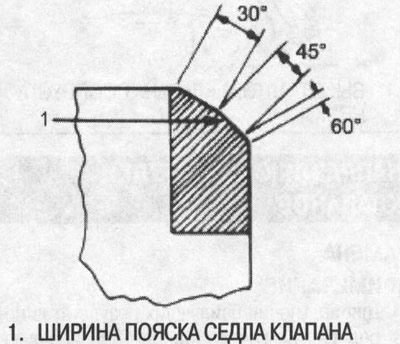
3. Fazuj górną krawędź gniazda pod kątem 30°, a dolną pod kątem 60°. Sprawdź szerokość kołnierza gniazda zaworu i odpowiednio wyreguluj.
4. Wykonaj kolejne lekkie przejście pod kątem 45°i usuń wszelkie zadziory utworzone przez drugie narzędzie.
Szerokość kołnierza gniazda zaworu:
| Standard (nowy): | Wlot: | 0,85-1,15 mm |
| Uwolnienie: | 1,25-1,55 mm | |
| Limit: | Wlot: | 1,6 mm |
| Uwolnienie: | 2,0 mm |
5. Po przeszlifowaniu gniazda sprawdzić, czy zawór jest równo osadzony w gnieździe: Nałożyć pastę zawierającą czerwony ołów na powierzchnię czołową zaworu, włożyć zawór w pierwotne miejsce w głowicy, następnie unieść i docisnąć kilka razy do siedziba.

6. Rzeczywista powierzchnia siedziska, wskazana przez czerwony związek ołowiu, musi być wyśrodkowana na siedzeniu.
- Jeśli jest za wysoka (bliżej trzpienia zaworu), obróbka wstępna z kątem ostrzenia 60°i «niżej» go, następnie przejdź przez kolejny kąt ostrzenia 45°i przywróć szerokość pasa bezpieczeństwa zaworu.
- Jeśli jest za niski (bliżej krawędzi zaworu), obróbka wstępna z kątem ostrzenia 30°i «wznosić» go, następnie przejdź przez kolejny kąt ostrzenia 45°i przywróć szerokość pasa bezpieczeństwa zaworu.
Uwaga: Ostateczne cięcie należy zawsze wykonywać pod kątem ostrzenia 45°.
7. Włóż zawory wlotowy i wylotowy do głowicy cylindrów i zmierz wysokość trzonka zaworu po zamontowaniu.
Wysokość trzpienia zaworu wlotowego, wylotowego po zamontowaniu.
- Standard (nowy): 53,17-53,64 mm
- Limit: 53,89 mm
8. Jeśli wysokość trzpienia zaworu po zamontowaniu przekracza określony limit, wymień zawór i ponownie sprawdź. Jeśli nadal przekracza limit, wymień głowicę cylindrów; gniazdo zaworu w głowicy jest zbyt głębokie.
