

Примітка: Якщо напрямні втулки зношені (див. вище), замініть їх (див. нижче) до обробки сідел клапанів.
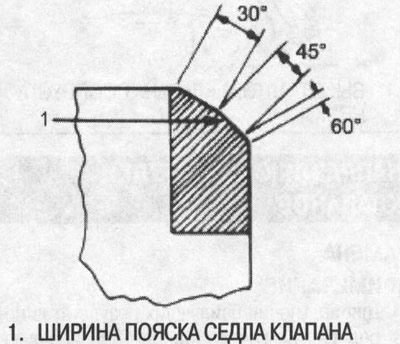
2. Обережно обробіть сідло з кутом заточування 45°, знімаючи лише стільки металу, скільки потрібно для забезпечення гладкої концентричної поверхні сідла.
3. Зніміть фаску з верхньої кромки сідла під кутом 30°, а з нижньої кромки – 60°. Перевірте ширину пояска сідла клапана та внесіть відповідні корективи.
4. Зробіть ще один легкий прохід з кутом заточування 45°і видаліть можливі задирки, створені при обробці іншим інструментом.
Ширина пояска сідла клапана:
| Стандарт (новий): | Впуск: | 0,85-1,15 мм |
| Випуск: | 1,25-1,55 мм | |
| Межа: | Впуск: | 1,6 мм |
| Випуск: | 2,0 мм |
5. Після перешліфування сідла перевірте, чи рівномірно прилягає клапан до сідла: Нанесіть склад із вмістом сурика на робочу поверхню клапана, вставте клапан на початкове місце в головці циліндрів, потім підніміть і кілька разів притисніть до сідла.

6. Фактична поверхня прилягання, позначена складом із вмістом сурика, повинна розташовуватись по центру сідла.
- Якщо вона знаходиться занадто високо (ближче до штока клапана), слід провести повторну обробку з кутом заточування 60°і «опустити» її, потім пройтися ще з кутом заточки 45°і відновити ширину пояска сідла клапана.
- Якщо вона розташовується занадто низько (ближче до кромки клапана), слід провести повторну обробку з кутом заточування 30°і підняти її, потім пройтися ще з кутом заточування 45°і відновити ширину пояска сідла клапана.
Примітка: Завершальний прохід завжди слід робити з кутом заточування 45°.
7. Вставте впускні та випускні клапани в головку циліндрів та виміряйте висоту штока клапана після встановлення.
Висота штока впускного, випускного клапана після встановлення.
- Стандарт (новий): 53,17-53,64 мм
- Межа: 53,89 мм
8. Якщо висота штока клапана після встановлення перевищує вказану межу, замініть клапан і проведіть повторну перевірку. Якщо вона все ще перевищує межу, замініть головку циліндрів; сідло клапана в голівці надто глибоке.
