
Функционална провера
1. Без покретања мотора, притисните педалу ножне кочнице неколико пута. Проверите да ли постоје промене у ходу педале.
2. Држећи педалу притиснуту, покрените мотор. Ако одмах након покретања педала мало "падне", онда вакуумски појачивач кочнице ради исправно.
Испитивање цурења
1. Пустите мотор да ради неколико минута, а затим га угасите. Неколико пута полако притисните педалу ножне кочнице. Ако се ход педале постепено смањује са сваким стиском, затегнутост склопа вакуумског појачивача се не прекида.
2. Притисните педалу ножне кочнице док мотор ради. Држећи педалу притиснуту, зауставите мотор. Ако након 30 секунди држања педале притиснутом, њен положај се не промени, дакле, затегнутост склопа вакуумског појачивача није прекинута.
Повлачење
1. Јединица за појачавање вакуумске кочнице се не може поправити и мора се заменити као склоп у случају квара.
2. Уклоните ГТЗ склоп из вакуумског појачивача (види Уклањање и уградња главног кочионог цилиндра).
3. Одвојите црево које долази од мотора. Пазите да не оштетите црево када га скидате са прикључка на склопу за појачавање.
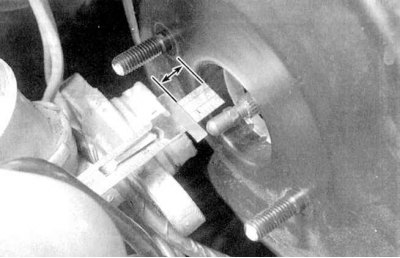
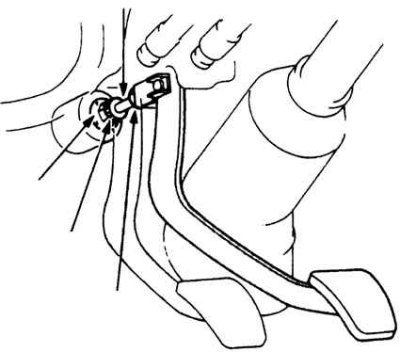
3. Испод инструмент табле пронађите тачку за повезивање потисне шипке вакуумског појачивача са педалом ножне кочнице.
4. Уклоните клин и одвојите потискивач са педале.
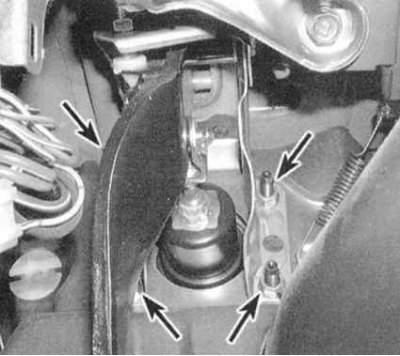
5. Из путничког простора причврстите четири матице које причвршћују склоп вакуумског појачивача за преграду моторног простора (види пратећу илустрацију), уклоните подлошке (користите батеријску лампу ако је потребно).
6. Идите у моторни простор и уклоните склоп вакуумског појачивача са клинова на задњој прегради. Такође уклоните носаче и заптивке.
Инсталација
1. Инсталација се врши обрнутим редоследом од демонтаже. Уверите се да су сви причвршћивачи затегнути потребним обртним моментом и да су игле и клинове замењене.
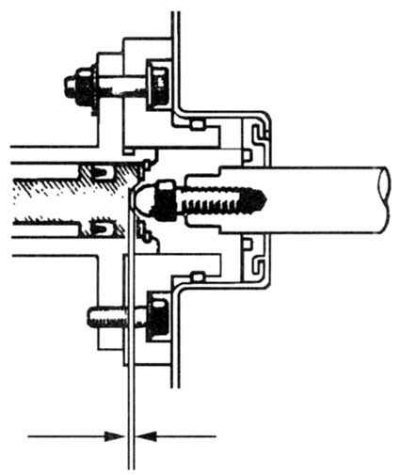
2. Приликом уградње новог појачивача кочнице, потребно је подесити радни зазор његове потисне шипке (види пратећу илустрацију), За шта:
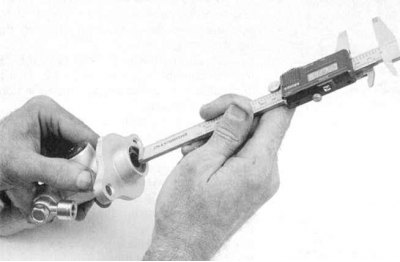
- a) Користећи ручну вакуум пумпу, направите вакуум на појачалу до дубине од 508 мм Хг. Арт., затим измерите избочење потиска изнад монтажне површине која се спаја са ГТЗ-ом (укључујући заптивку, ако постоји). Запишите резултат мерења, назовимо га "Димензија А".

- b) Измерите растојање од ГТЗ потпорне прирубнице до крајње површине цилиндра (види пратећу илустрацију). Забележите резултат мерења, у даљем тексту "Димензија Б".
- c) Измерите растојање од крајње површине ГТЗ-а до дна џепа за слетање на крају његовог клипа (види пратећу илустрацију). Снимите резултат, назовите га "Величина Ц".
- d) Од димензије Ц одузмите димензију Б, а од настале разлике одузмите димензију А. Добијени резултат ће одредити вредност потребног радног зазора.
- e) Упоредите резултат прорачуна са захтевима Спецификације. По потреби извршите одговарајућа подешавања (види доле).
3. Да бисте подесили радни зазор потисне шипке, олабавите назубљену контраматицу и окрените регулатор у одговарајућем смеру. Након што завршите подешавање, затегните сигурносну матицу и поново измерите зазор. Поновите ако је потребно.
4. Након уградње ГТЗ-а, одзрачите кочиони систем (види Одзрачивање кочионог система).