
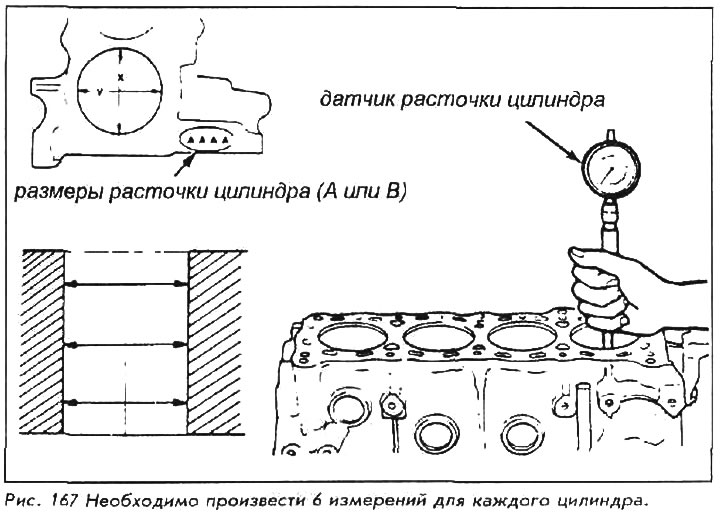
2. Ako su konus i ovalnost košuljice cilindra unutar specifikacije i nema ureza ili ogrebotina na stijenkama, tada nije potrebno ponovno bušenje. Ako to nije slučaj, tada se cilindar mora izbušiti na veću veličinu kako bi se eliminiralo sužavanje i elipsa. U tom slučaju, kvalificirani mehaničar uz pomoć specijalizirane opreme mora odnijeti blok u radionicu na preciznu obradu.
Ako bušite cilindar, svakako ugradite veće klipove i karike. Budući da svi klipovi moraju biti iste veličine, potrebno je probušiti sve cilindre, čak i ako su dimenzije samo jednog od njih izvan tabličnih podataka.
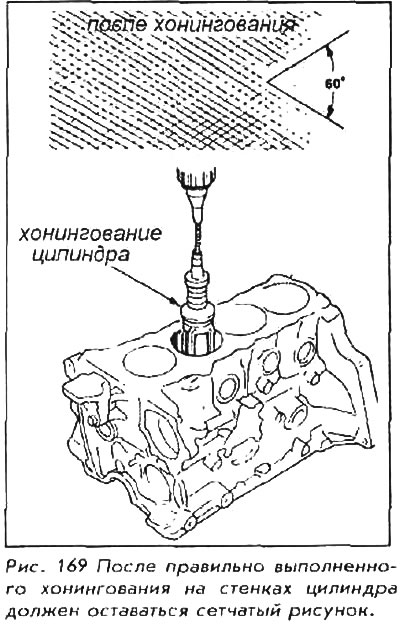
3. Čak i ako cilindre ne treba bušiti, ipak ih treba izbrusiti. Da biste uklonili sjaj na zidovima cilindra, možete koristiti mlaznicu za poliranje za konvencionalnu bušilicu.
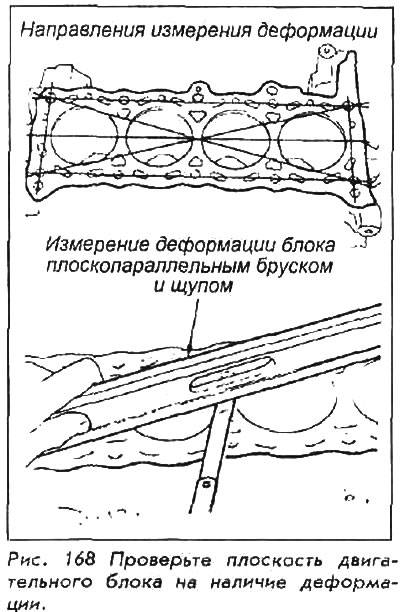
4. Vrh glave (površine na kojoj je postavljena brtva) treba ispitati na deformacije. Prođite ravnim rubom duž sva četiri ruba bloka, dijagonalno kroz središte. Ako možete provući mjeru od 0,1 mm ispod ravnala, gornju površinu bloka treba obraditi ili izravnati.
5. Uklonite prstenove s klipa pomoću skidača klipnih prstenova. Sačuvajte sve prstenove i klip s kojeg su skinuti. Prstenovi i žljebovi u klipu moraju se potpuno očistiti četkom i otapalom, jer će naslage spriječiti pravilno mjerenje istrošenosti prstena.
6. Prije početka svih mjerenja pregledajte klip (treba povećalo) za bilo kakve znakove pucanja, posebno u području suknje. Sve teže od lakih ogrebotina na površini znači da klip više nije prikladan za daljnju upotrebu. Metal će se neravnomjerno zagrijati i klip se može slomiti, posebno dok motor radi. Ako postoji vrlo glasna buka - nemojte riskirati, jer je to prepuno vrlo skupih popravaka.
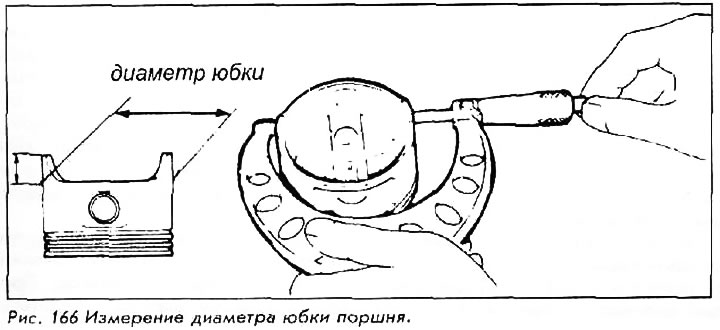
7. Promjer klipa mjeri se na rubu klipa, pod pravim kutom u odnosu na osovinicu klipa.
Usporedite mjerenje s promjerom prikazanim u tablici ili oduzmite promjer klipa od veličine provrta cilindra kako biste dobili vrijednost zazora. Ako je zazor prevelik, klip se mora zamijeniti. Ako razmak kod ugradnje novog klipa još uvijek nije unutar podataka u tablici, odaberite veći klip i probušite cilindre u skladu s tim.
8. Zazor kompresijskog prstena se mjeri nakon što se očišćeni prstenovi pomoću skidača klipnih prstenova postave natrag u njihov izvorni položaj na klipu. Izmjerite razmak dok pokušavate pomaknuti predložak (s debljinom unutar tablične specifikacije) između prstena i ruba prstenastog utora. Ako šablona ne stane u utor, prsten se može koristiti, iako se uvijek preporučuje korištenje novih prstenova. Ako ovaj predložak prođe, a predložak veće debljine jednake granici istrošenosti neće, tada se klip još uvijek može koristiti, ali moraju se ugraditi novi prstenovi.
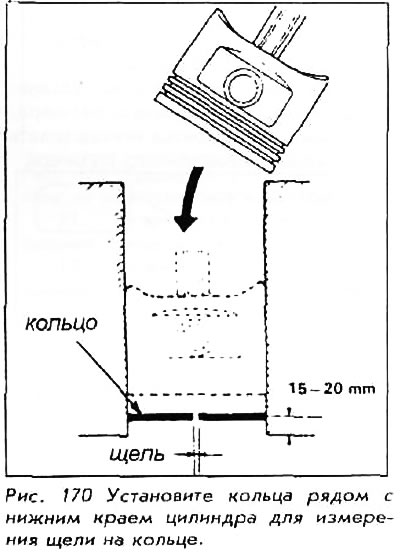
9. Potrebno je izmjeriti prstenaste razmake za sva tri prstena, stavljajući klip s prstenovima u njegov cilindar, ali sa stražnjom stranom (vrh prema dolje). Prstenovi moraju biti udaljeni najmanje 1520 mm od baze cilindra. Upotrijebite predložak za mjerenje prstenastih razmaka i usporedite vrijednosti mjerenja s vrijednostima u tablici. Ako je razmak prevelik, prsten treba provjeriti mjeračem debljine jednake granici trošenja. Ako je košuljica cilindra mala istrošena, možete upotrijebiti nove prstenove kako biste doveli razmake prstenova prema specifikaciji bez ponovnog bušenja samog cilindra. Izmjerite razmake postavljanjem prstena blizu dna cilindra, a ne blizu vrha gdje je trošenje najveće.
10. Klipnjače ne smiju biti istrošene, rascijepljene ili savijene. Pregledajte ih, posebno na vrhu i dnu. Obratite pozornost na bilo kakve znakove deformacije ili istrošenosti metala. Klipni klip mora biti čist i siguran. Provučen kroz gornji kraj klipnjače, ne bi trebao teturati ili se kotrljati. Donji kraj klipnjače također mora biti u obliku točnog polukruga bez deformacija.