

Заўвага: Калі накіравальныя ўтулкі зношаныя (гл. вышэй), заменіце іх (гл. ніжэй) да апрацоўкі сёдлаў клапанаў.
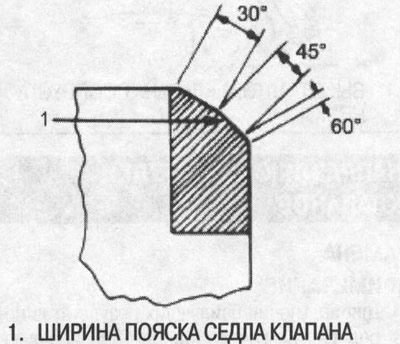
2. Асцярожна апрацуйце сядло з кутом завострывання 45°, здымаючы толькі гэтулькі металу, колькі патрабуецца для забеспячэння гладкай канцэнтрычнай паверхні сядла.
3. Зніміце фаску з верхняй абзы сядла пад кутом 30°, а з ніжняй абзы - 60°. Праверце шырыню паяска сядла клапана і занясіце адпаведныя карэктывы.
4. Зрабіце яшчэ адзін лёгкі праход з кутом завострывання 45° і выдаліце магчымыя задзірыны, створаныя пры апрацоўцы іншай прыладай.
Шырыня паяска сядла клапана:
| Стандарт (новы): | Упуск: | 0,85-1,15 мм |
| Выпуск: | 1,25-1,55 мм | |
| Мяжа: | Упуск: | 1,6 мм |
| Выпуск: | 2,0 мм |
5. Пасля перашліфоўкі сядла праверце, ці раўнамерна прылягае клапан да сядла: Вырабіце склад з утрыманнем сурыку на працоўную паверхню клапана, устаўце клапан на першапачатковае месца ў галоўцы цыліндраў, затым прыпадніміце і некалькі разоў прыцісніце да сядла.

6. Фактычная паверхня прилегания, пазначаная складам з утрыманнем сурыку, павінна размяшчацца па цэнтры сядла.
- Калі яна размяшчаецца занадта высока (бліжэй да штока клапана), варта правесці паўторную апрацоўку з кутом завострывання 60° і "апусціць" яе, затым прайсціся яшчэ з кутом завострывання 45° і аднавіць шырыню паяска сядла клапана.
- Калі яна размяшчаецца занізкае (бліжэй да абзы клапана), варта правесці паўторную апрацоўку з кутом завострывання 30° і «падняць» яе, затым прайсціся яшчэ з кутом завострывання 45° і аднавіць шырыню паяска сядла клапана.
Нататка: Завяршальны праход варта заўсёды рабіць з кутом завострывання 45°.
7. Устаўце ўпускныя і выпускныя клапаны ў галоўку цыліндраў і вымерайце вышыню штока клапана пасля ўстаноўкі.
Вышыня штока впускнога, выпускнога клапана пасля ўстаноўкі.
- Стандарт (новы): 53,17-53,64 мм
- Мяжа: 53,89 мм
8. Калі вышыня штока клапана пасля ўсталёўкі перавышае пазначаную мяжу, заменіце клапан і правядзіце паўторную праверку. Калі яна ўсё яшчэ перавышае мяжу, заменіце галоўку цыліндраў; сядло клапана ў галоўцы занадта глыбокае.
