Sprawdzanie zaworów
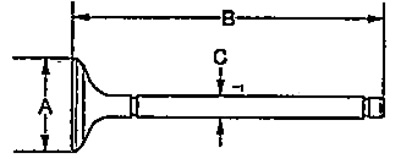
Sprawdź wymiary geometryczne zaworów.
L1DLA:
Zawór wlotowy:
A - 31,85-32,15 mm
B - 118,05-118,65 mm
Z:
- nominalny - 5,48-5,49 mm
- maksymalnie - 5,45 mm
Zawór wydechowy:
A - 27,85-28,15 mm
B - 117,76-118,36 mm
Z:
- nominalny - 5,45-5,46 mm
- maksymalnie - 5,42 mm
L15A:
Zawór wlotowy:
A - 27,35 - 27,65 mm
B - 118,05 -118,65 mm
Z:
- nominalny - 5,48-5,49 mm
- maksymalnie - 5,45 mm.
Zawór wydechowy:
A - 22,85 - 23,15 mm
B - 117,25-117,85 mm
Z:
- nominalny - 5,45 - 5,46 mm
- maksymalnie - 5,42 mm
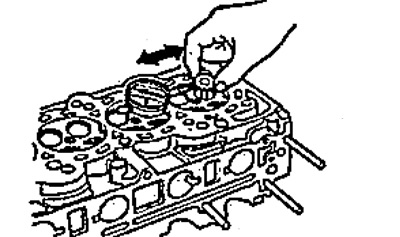
Sprawdzenie luzu między zaworem a prowadnicą zaworu
1. Wyciągnij zawór z głowicy cylindrów na około 10 mm.
Poruszając zaworem tam iz powrotem, określ szczelinę między zaworem a prowadnicą zaworu za pomocą wskaźnika.
- Jeśli zmierzona wartość przekracza wartość maksymalną, sprawdź nowy zawór.
- Jeżeli uzyskana wartość odpowiada wartości maksymalnej, należy wymienić zawór na nowy.
- Jeśli zmierzona wartość z nowym zaworem przekracza maksimum, przejdź do następnego kroku.
Zawór wlotowy:
- luz nominalny - 0,04 - 0,10 mm
- maksymalny prześwit - 0,16 mm
Zawór wydechowy:
- luz nominalny - 0,10 - 0,16 mm
- maksymalny prześwit - 0,22 mm
2. Zmierz średnicę wewnętrzną tulei zaworu.
Średnica wewnętrzna piasty zaworu:
- nominalny - 5,51- 5,53 mm
- maksymalnie - 5,55 mm
3. Odjąć zmierzoną zewnętrzną średnicę trzpienia zaworu od wewnętrznej średnicy tulei zaworu.
Wykonaj pomiary w trzech różnych miejscach na zaworze i tulei.
Różnica między największą średnicą tulei a najmniejszą średnicą trzpienia zaworu nie może być większa niż maksymalny luz.
Zawór wlotowy:
- luz nominalny - 0,02 - 0,05 mm
- maksymalny prześwit - 0,08 mm
Zawór wydechowy:
- luz nominalny - 0,05 - 0,08 mm
- maksymalny prześwit - 0,11 mm
Wymiana tulei zaworu
1. Do wykonania poniższych operacji potrzebny będzie młotek i specjalne narzędzie.
2. Wybierz wymagane tuleje zaworów i schłodź je w zamrażarce przez około godzinę.
3. Podgrzej głowicę cylindra na płycie grzejnej do około 150°C. Nie nagrzewać głowicy cylindrów powyżej podanej temperatury, ponieważ może to spowodować poluzowanie gniazd zaworów.
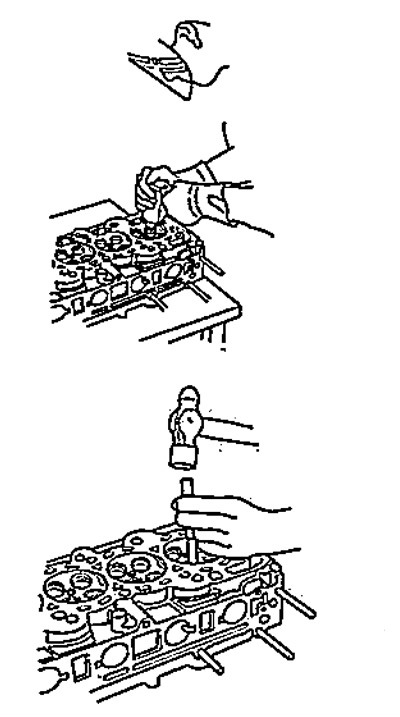
4. Przy pomocy specjalnego narzędzia i młotka pneumatycznego wybić tuleję w kierunku komory spalania o 2 mm. Usunie to osady węglowe i pozwoli na łatwiejsze usuwanie,
5. Odwróć głowicę cylindrów i wybij tuleje w kierunku boku wałka rozrządu. Oś młotka musi pokrywać się z osią tulei.
6. Jeśli tuleja nie wychodzi, przewierć ją wiertłem 8 mm i spróbuj ponownie. Tuleję wiercić tylko w ostateczności, gdyż w przypadku jej pęknięcia może dojść do uszkodzenia głowicy cylindrów.
7. Wyjmij tuleje z zamrażarki.
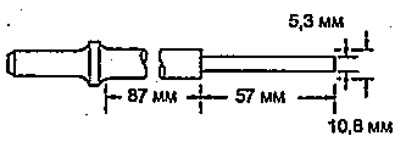
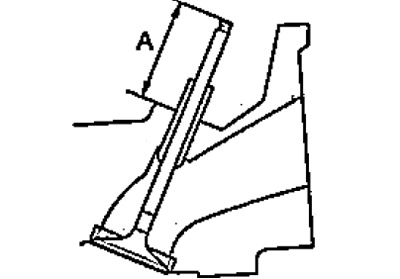
8. Nałóż świeży olej silnikowy na zewnętrzną stronę tulei. Zamontować tuleje na głowicy bloku od strony wałka rozrządu, za pomocą specjalnego narzędzia wcisnąć tuleję na wymaganą wysokość. Jeśli musisz zainstalować 16 tulei, upewnij się, że główka kuli jest rozgrzana.
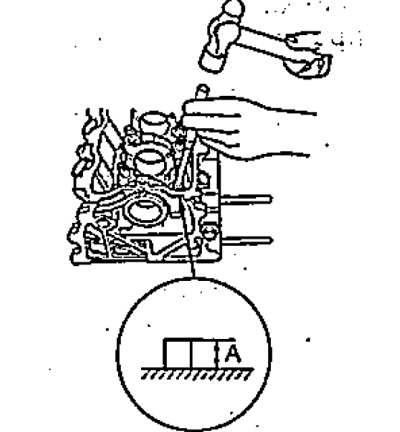
- Wysokość instalacji "A" - 15,85- 16,35 mm
9. Nasmaruj rozwiertak i tuleję płynem chłodząco-smarującym.
10. Obracając rozwiertak zgodnie z ruchem wskazówek zegara, rozwiercić otwór pod tuleję na całej jego długości.
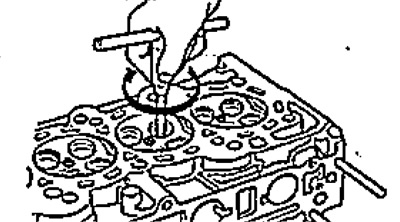
11. Obróć rozwiertak zgodnie z ruchem wskazówek zegara, aby wyjąć go z tulei.
12. Dokładnie oczyścić tuleje z produktów obróbki skrawaniem.
13. Sprawdź luz. Upewnij się, że zawór porusza się w prowadnicy bez nadmiernej siły.
Naprawa gniazda zaworu
1. Przed obróbką gniazda zaworu upewnij się, że szczelina między tuleją prowadzącą a zaworem mieści się w specyfikacji.
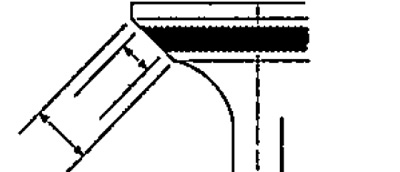
2. Za pomocą rozwiertaka o kącie 45°wyszlifuj gniazda zaworów, usuwając minimalną ilość metalu tylko w celu wyczyszczenia gniazd.
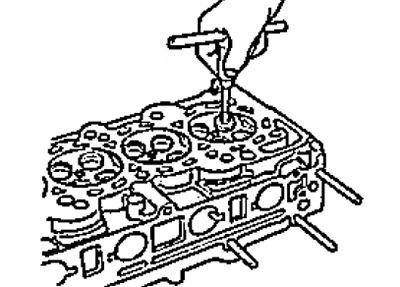
3. Narożniki górnej i dolnej krawędzi fazowania pokazano na rysunku.
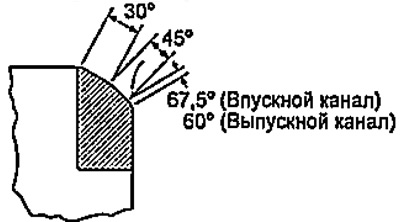
4. Lekko dociskając, wykonaj jedno przejście rozwiertakiem 45°, aby usunąć wszelkie zadziory, które mogły pojawić się podczas poprzednich przejść.
Szerokość fazy:
Wlot:
- nominalny - 0,850-1,150 mm
- maksymalnie - 1,60 mm
Uwolnienie:
- nominalna - 1250 -1550 mm
- maksymalnie - 2,00 mm
5. Sprawdź osadzenie zaworu. Nałożyć cienką warstwę bieli na skos zaworu. Dociśnij zawór do gniazda, podnieś go i przytrzymaj przez chwilę.
6. Biała powinna pozostać na całej powierzchni siodła dokładnie pośrodku.
- Jeśli powierzchnia styku znajduje się zbyt wysoko na powierzchni czołowej zaworu, użyj frezów o kącie stożka 67,5°, aby przeszlifować gniazdo (wlot) lub 60° (uwolnienie) i 45°.
- Jeśli miejsce styku jest zbyt niskie na powierzchni czołowej zaworu, użyj frezów stożkowych 30°i 45°, aby przeszlifować gniazdo.
Uwaga: Wykańczanie należy wykonać frezem stożkowym 45°.
7. Zamontować zawory w głowicy cylindrów i zmierzyć wysokość ich montażu "A".
Zawór wlotowy:
- wysokość nominalna - 46,1 - 46,5 mm
- maksymalna wysokość - 46,8 mm
Zawór wydechowy:
- wysokość nominalna - 46,2 - 46,6 mm
- maksymalna wysokość - 46,9 mm
Jeśli wysokość instalacji jest większa niż maksymalna, wymień zawór i sprawdź go ponownie. Jeśli nadal jest powyżej maksimum, wymień głowicę cylindrów.
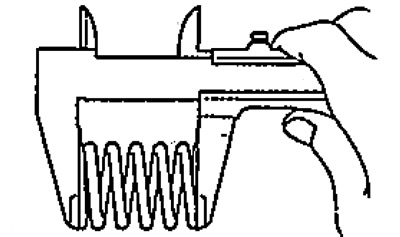
8. Sprawdź sprężyny zaworów. Za pomocą suwmiarki zmierz swobodną długość sprężyny.
Długość swobodna sprężyny:
- nominalny - 50,52 mm
- maksymalnie - 57,37 mm