Перевірка клапанів
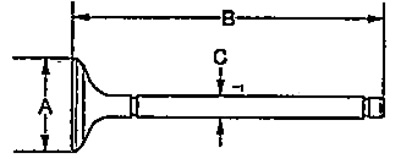
Перевірте геометричні розміри клапанів.
L1ЗА:
Впускний клапан:
A - 31,85-32,15 мм
B - 118,05-118,65 мм
З:
- номінальний - 5,48-5,49 мм
- максимальний - 5,45 мм
Випускний клапан:
A - 27,85-28,15 мм
B - 117,76-118,36 мм
З:
- номінальний - 5,45-5,46 мм
- максимальний - 5,42 мм
L15A:
Впускний клапан:
А - 27,35 - 27,65 мм
В - 118,05 -118,65 мм
З:
- номінальний - 5,48-5,49 мм
- максимальний - 5,45 мм.
Випускний клапан:
А - 22,85 - 23,15 мм
В - 117,25-117,85 мм
З:
- номінальний - 5,45 - 5,46 мм
- максимальний - 5,42 мм
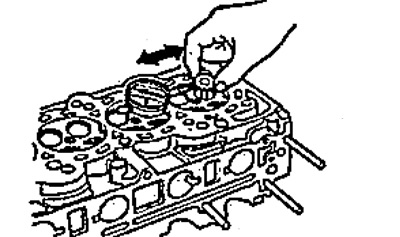
Перевірка зазору між клапаном та напрямною втулкою клапана
1. Витягніть клапан із головки блоку циліндрів приблизно на 10 мм.
Переміщаючи клапан вперед-назад, індикатором визначте проміжок між клапаном і напрямною втулкою клапана.
- Якщо виміряне значення перевищує максимальне, здійсніть перевірку з новим клапаном.
- Якщо отримане значення відповідає максимальному, замініть клапан на новий.
- Якщо виміряне значення з новим клапаном перевищує максимальне, перейдіть до наступного пункту.
Впускний клапан:
- номінальний зазор - 0,04 - 0,10 мм
- максимальний зазор - 0,16 мм
Випускний клапан:
- номінальний зазор - 0,10 - 0,16мм
- максимальний зазор - 0,22 мм
2. Виміряйте внутрішній діаметр втулки клапана.
Внутрішній діаметр втулки клапана:
- номінальний - 5,51-5,53 мм
- максимальний - 5,55 мм
3. Відніміть виміряне значення зовнішнього діаметра стрижня клапана із значення внутрішнього діаметра втулки клапана.
Вимірювання проводите у трьох різних місцях клапана та втулки.
Різниця між найбільшим значенням діаметра втулки і найменшим значенням діаметра стрижня клапана не повинна бути вищою за максимальне значення зазору.
Впускний клапан:
- номінальний зазор - 0,02 - 0,05мм
- максимальний зазор - 0,08 мм
Випускний клапан:
- номінальний зазор - 0,05 - 0,08 мм
- максимальний зазор - 0,11 мм
Заміна втулки клапана
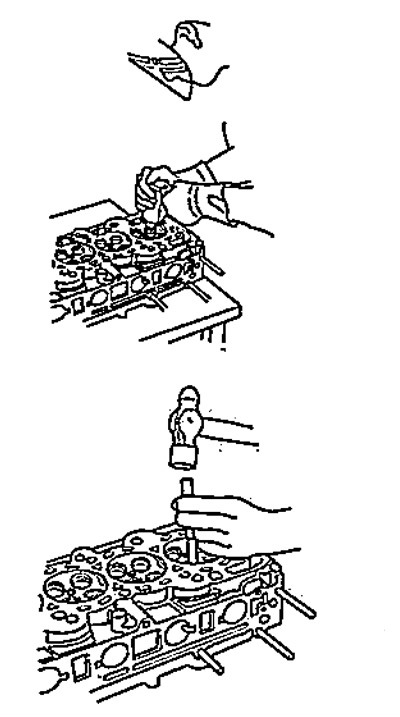
1. Для проведення нижченаведених операцій знадобиться, молоток та спецпристрій.
2. Виберіть потрібні втулки клапанів та охолодіть їх у морозильній камері приблизно протягом години.
3. Нагрійте головку блоку циліндрів на нагрівальній плиті приблизно до 150°С. Не нагрівайте головку блоку вище вказаної температури, оскільки в цьому випадку можливе ослаблення посадки сідел клапанів.
4. За допомогою спецпристрою та пневматичного молотка вибийте втулку у бік камери згоряння на 2 мм. Це видалить вуглецеві відкладення та дозволить полегшити зняття,
5. Переверніть головку блоку циліндрів і вибийте втулки у напрямку розподільчого валу. Вісь молотка має збігатися з віссю втулки.
6. Якщо втулка не виходить, просвердліть її свердлом на 8 мм і спробуйте знову. Свердліть втулку тільки в крайньому випадку, оскільки при її поломці можливе пошкодження головки блоку циліндрів.
7. Вийміть втулки з морозильної камери.
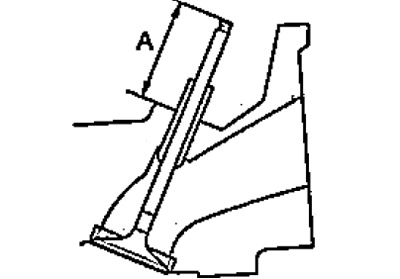
8. Нанесіть свіжу моторну олію зовні втулки. Встановіть втулки на головку блоку з боку розподільчого валу, за допомогою спецпристрою запресуйте втулку на необхідну висоту. Якщо необхідно встановити 16 втулок, слідкуйте за тим, щоб головка балу нагріта.
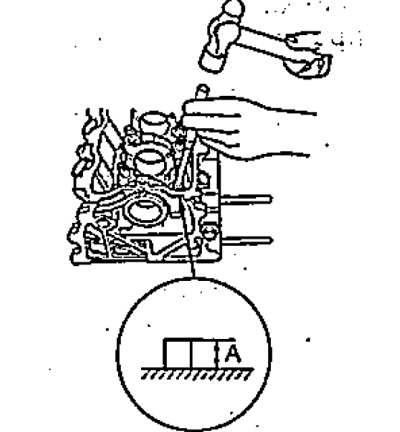
- Установча висота "А" - 15,85-16,35 мм
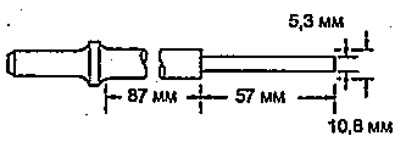
9. Змастіть розгортку та втулку мастильно-охолоджувальною рідиною.
10. Повертаючи розгортку за годинниковою стрілкою, розверніть отвір втулки по всій довжині.
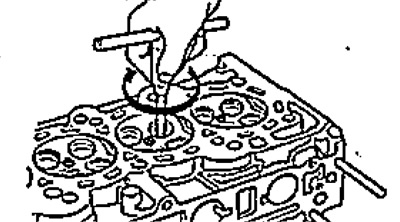
11. Повертаючи розгортку за годинниковою стрілкою, вийміть її зі втулки.
12. Ретельно очистіть втулки від продуктів механічної обробки.
13. Перевірте зазор. Переконайтеся, що клапан ходить у напрямну без надмірного зусилля.
Ремонт сідла клапана
1. Перед обробкою сідла клапана переконайтеся, що зазор між напрямною втулкою та клапаном у межах норми.
2. Розгорткою на 45°прошліфуйте сідла клапанів, знявши мінімальний шар металу лише для очищення сідел.
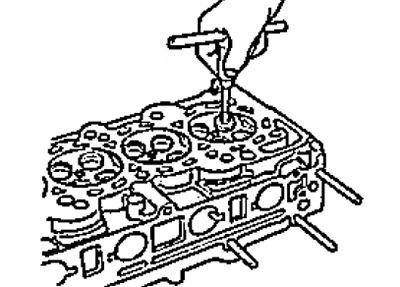
3. Кути верхньої та нижньої кромки фаски показані на малюнку.
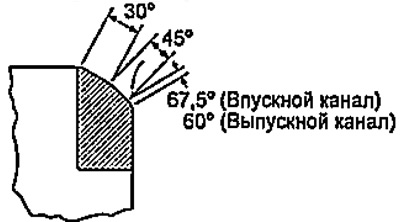
4. Злегка натискаючи, зробіть один прохід розгорткою на 45°, щоб видалити задирки, які могли з'явитися під час попередніх проходів.
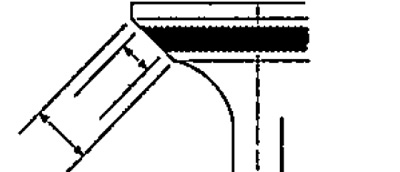
Ширина робочої фаски:
Впуск:
- номінальна - 0,850-1,150 мм
- максимальна - 1,60 мм
Випуск:
- номінальна - 1,250 -1,550 мм
- максимальна - 2,00 мм
5. Перевірте посадку клапана у сідло. Нанесіть тонкий шар білил на фаску клапана. Притисніть клапан до сідла, підніміть його і затримайте напроти сідла деякий час.
6. Білила повинні залишитися по всій поверхні сідла рівно посередині.
- Якщо пляма контакту розташована надто високо на фасці клапана, то для перешліфування сідла використовуйте фрези, з кутом конуса 67,5°(впуск) або 60°(випуск) і 45°.
- Якщо пляма контакту розташована надто низько на фасці клапана, то для перешліфування сідла використовуйте фрези з кутом конуса 30°та 45°.
Примітка: остаточна обробка повинна виконуватись фрезою з кутом конуса 45°.
7. Встановіть клапани в головку блоку циліндрів та виміряйте їх установчу висоту "А".
Впускний клапан:
- номінальна висота - 46,1 - 46,5 мм
- максимальна висота - 46,8 мм
Випускний клапан:
- номінальна висота - 46,2 - 46,6 мм
- максимальна висота - 46,9 мм
Якщо установча висота більша за максимальну, замініть клапан і ще раз перевірте її. Якщо вона, як і раніше, більша за максимальну, замініть головку блоку циліндрів.
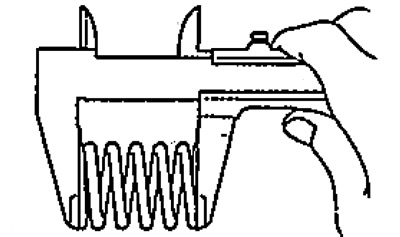
8. Перевірте пружини клапанів. Штангенциркулем виміряйте довжину пружини у вільному стані.
Довжина пружини у вільному стані:
- номінальна - 50,52 мм
- максимальна - 57,37 мм