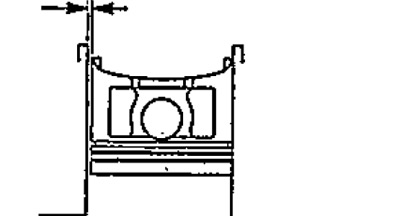
2. Provjerite stanje klipova.
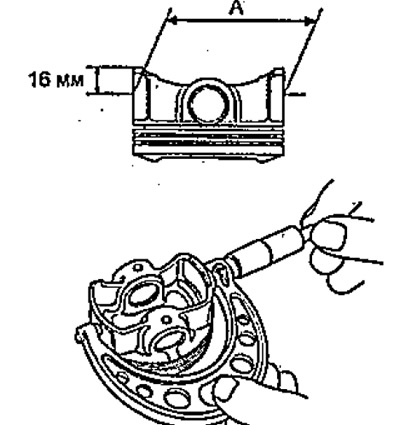
3. Provjerite promjer "A" klip na udaljenosti od 13 mm (L13A) odnosno 16 mm (L15A) od donjeg ruba klipa.
Promjer klipa:
- nazivni - 72,98 - 72,99 mm
- minimalno - 72,97 mm
- popravak (0,25) - 73,23 - 73,24 mm
4. Provjerite istrošenost i ovalnost svakog cilindra.
Izmjerite promjer cilindra na dvije međusobno okomite osi "X" i "Y" u tri ravnine A, B i C.
Ako promjer bilo kojeg cilindra premašuje granicu remonta, zamijenite blok cilindra. Ako su cilindri bili dosadno, prijeđite na korak "7".
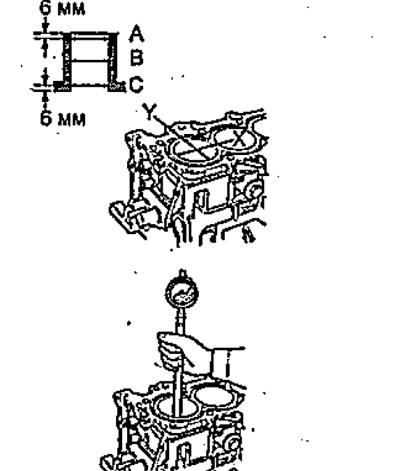
Promjer cilindra:
- nominalno - 73,00-73,02 mm
- maksimalno - 73,07 mm
- granični promjer popravka (0,25) - 73,25 -73,27 mm
Dodatak za bušenje - 0,25 mm
Maksimalna ovalnost (razlika između mjerenja s gornjom i donjom ravninom) - 0,05 mm
5. Uklonite hrapavost i ogrebotine s površine ogledala cilindra.
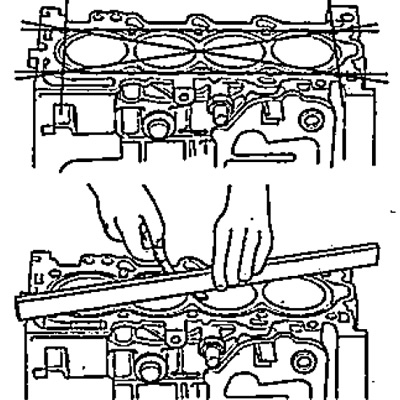
6. Provjerite ravnost sučelja plina bloka cilindra pomoću preciznog ravnala i mjerača.
Neravnina:
- nominalno - 0,07 mm
- maksimalno - 0,10 mm
7. Izračunajte zazor ulja između klipa i cilindra.
Zazor između klipa i cilindra:
- nazivni - 0,010 - 0,040 mm
- maksimalno - 0,050 mm