
Розбір шатунно-поршневої групи
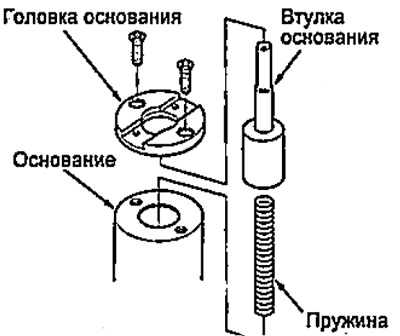
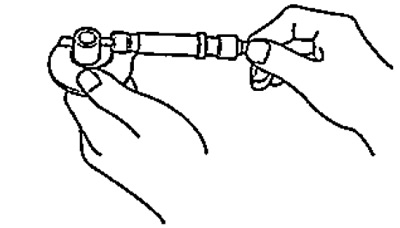
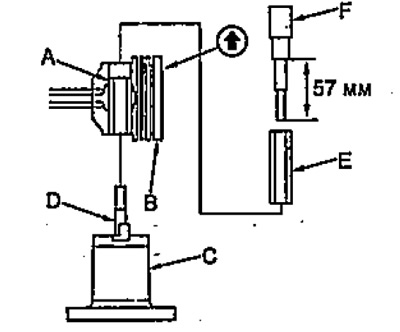
1. Зберіть спецпристрій, як показано на малюнку.
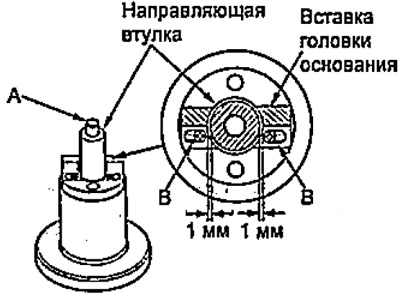
2. Встановіть напрямну втулку на втулку основи (А) і відрегулюйте положення вставки головки основи, як показано на малюнку, а потім затягніть гвинти (В). Зніміть напрямну втулку.
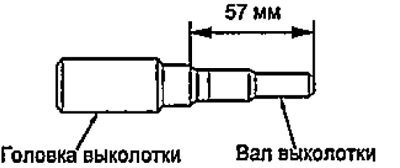
3. Зберіть і відрегулюйте довжину голівки та вал вибивання.
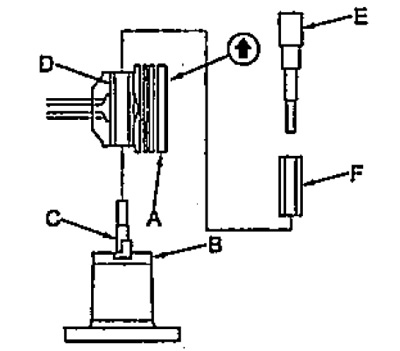
4. Покладіть поршень у збиранні (А) на спецпристрій (В) міткою на дно поршня вгору. Переконайтеся, що виточка на поршні знаходиться навпроти вставки головки основи (С), як показано на малюнку.
5. Випресуйте поршневий палець (D) виколоткою (Е) через направляючу (F) за допомогою гідравлічного преса.
Перевірка
1. Виміряйте діаметр поршневого пальця.
Примітка: перевіряйте деталі шатунно-поршневої групи за кімнатної температури.
- Номінальний діаметр поршневого пальця - 17,996-18,000 мм
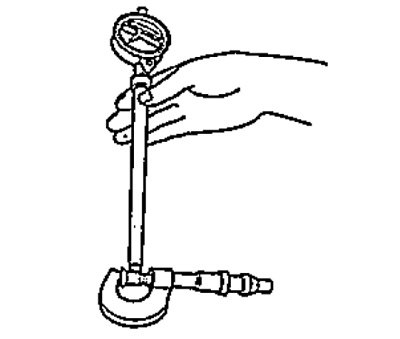
2. Встановіть стрілочний індикатор на діаметр поршневого пальця та обнуліть показання.
3. Визначте різницю між діаметром бобишок поршня та діаметром поршневого пальця.

- Номінальний зазор між бобишками поршня та поршневим пальцем - 0,010-0,018 мм
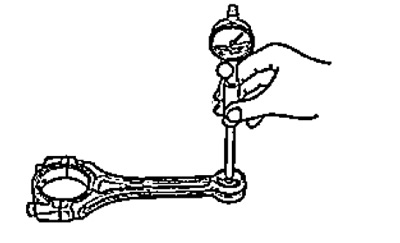
4. Виміряйте внутрішній діаметр поршневої головки шатуна.
- Номінальний діаметр - 17,964-17,977 мм
5. Визначте різницю між діаметром поршневої головки шатуна та поршневим пальцем.
- Зазор між поршневою головкою шатуна та поршневим пальцем - 0,020 - 0,036 мм
Складання
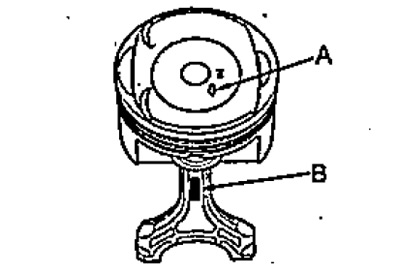
1. Зберіть поршень і шатун так, щоб стрілка на поршні та рельєфна мітка на шатуні розташовувалися на одній стороні.
2. Встановіть напрямну втулку (A) у поршень та шатун.
3. Покладіть поршень і шатун у зборі (B) мітками на спецпристрій (С). Переконайтеся, що виток на поршні розташований навпроти вставки головки основи (D), як показано на малюнку.
4. Запресуйте поршневий палець (Е) за допомогою гідравлічного преса.