
Разборка шатунно-поршневой группы
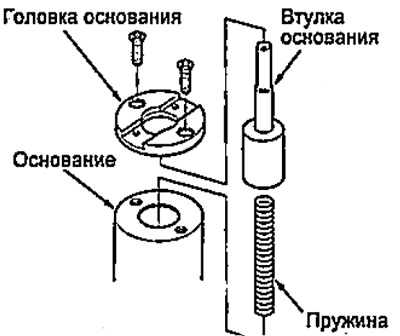
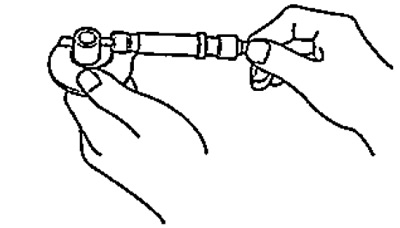
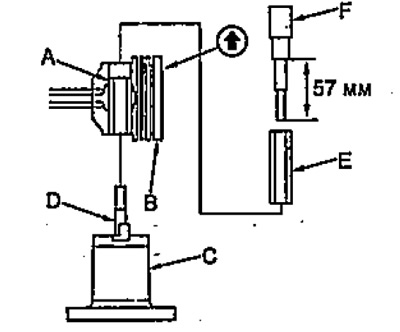
1. Соберите спецприспособление, как показано на рисунке.
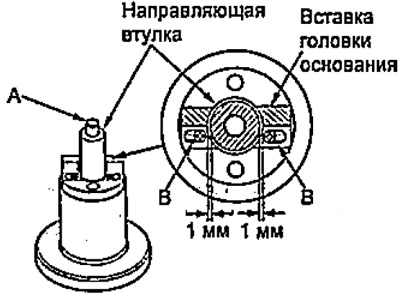
2. Временно установите направляющую втулку на втулку основания (А) и отрегулируйте положение вставки головки основания, как показано на рисунке, затем затяните винты (В). Снимите направляющую втулку.
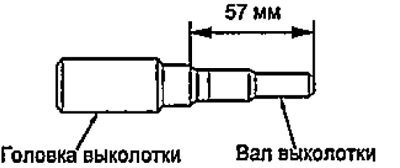
3. Соберите и отрегулируйте длину головку и вал выколотки.
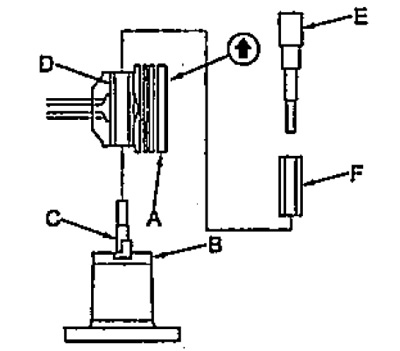
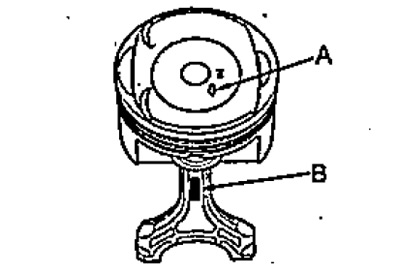
4. Положите поршень в сборе (А) на спецприспособление (В) меткой на днище поршня вверх. Убедитесь, что выточка на поршне располагается напротив вставки головки основания (С), как показано на рисунке.
5. Выпрессуйте поршневой палец (D) выколоткой (Е) через направляющую (F) с помощью гидравлического пресса.
Проверка
1. Измерьте диаметр поршневого пальца.
Примечание: проверяйте детали шатунно-поршневой группы при комнатной температуры.
- Номинальный диаметр поршневого пальца — 17,996- 18,000 мм
2. Установите стрелочный индикатор на диаметр поршневого пальца и обнулите показания.
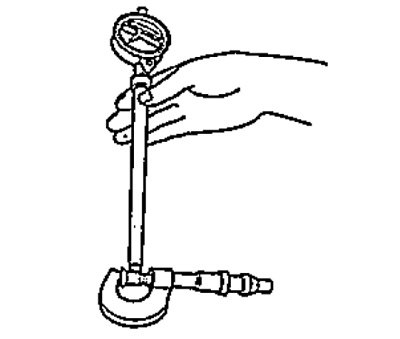
3. Определите разницу между диаметром бобышек поршня и диаметром поршневого пальца.

- Номинальный зазор между бобышками поршня и поршневым пальцем — 0,010-0,018 мм
4. Измерьте внутренний диаметр поршневой головки шатуна.
- Номинальный диаметр — 17,964-17,977 мм
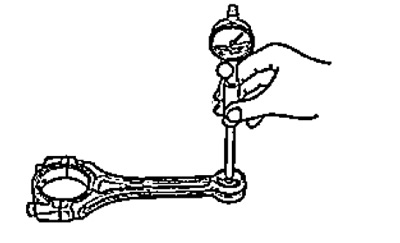
5. Определите разницу между диаметром поршневой головки шатуна и поршневым пальцем.
- Зазор между поршневой головкой шатуна и поршневым пальцем — 0,020 - 0,036 мм
Сборка
1. Соберите поршень и шатун так, чтобы стрелка на поршне и рельефная метка на шатуне располагались на одной стороне.
2. Установите направляющую втулку (A) в поршень и шатун.
3. Положите поршень и шатун в сборе (B) метками вверх на спецприспособление (С). Убедитесь, что выточка на поршне располагается напротив вставки головки основания (D), как показано на рисунке.
4. Запрессуйте поршневой палец (Е) выколоткой (F) с помощью гидравлического пресса.