
2. Зробіть зовнішній огляд блоку щодо виявлення слідів корозії, тріщин та інших ушкоджень. Перевірте стан різьблення болтових отворів. Розумно буде також провести тестування блоку на наявність прихованих тріщин в умовах майстерні автосервісу із застосуванням спеціального діагностичного обладнання. У разі виявлення дефектів блок підлягає відновлювальному ремонту чи заміні.
3. Перевірте стан дзеркал циліндрів.
4. Оцініть величини конусності та овальності циліндрів, що мають місце (див. супровідні ілюстрації).
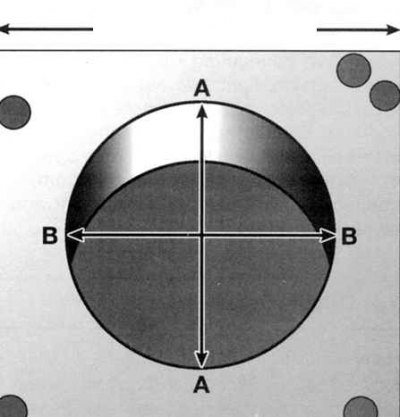
5a. Виміряйте діаметр кожного з циліндрів у верхньому (безпосередньо під кордоном ступінчастого зносу), центральному і нижньому перерізах, спочатку в площині паралельної осі колінчастого валу (В), потім перпендикулярно осі блоку (А) .
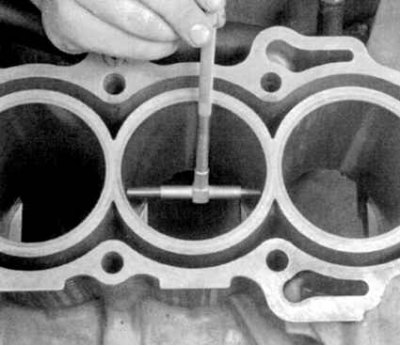
5b. Вимірювання діаметрів циліндрів слід проводити за допомогою телескопічного нутроміра та мікрометра. Вміння правильно користуватися нутроміром приходить не відразу – не поспішайте, зробіть кілька вимірів, поки абсолютно не переконаєтесь у правильності висновків.
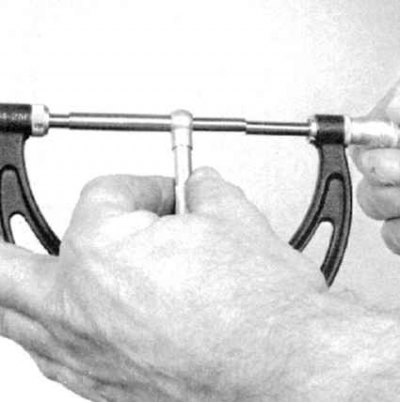
6. Після того, як діаметр буде зафіксовано нутроміром, обміряйте останній мікрометром (див. ілюстрацію).
7. Величину конусності циліндра визначає різниця між результатами вимірювань у верхньому та нижньому перерізах. Овальністю називається різниця діаметрів у паралельній та перпендикулярній осі колінчастого валу площинах. Порівняйте результати перевірки з допустимими значеннями (див Специфікації).
8. Діючи в описаній манері, перевірте по черзі всі циліндри.
9. При виявленні помітних дефектів або відхиленні результатів вимірювань від нормативних вимог блок циліндрів підлягає відновлювальній механічній обробці в умовах майстерні автосервісу. Якщо в процесі відновлювального ремонту було виготовлено розточування циліндрів, двигун повинен бути укомплектований новими поршнями відповідного ремонтного (з перевищенням) розміру.
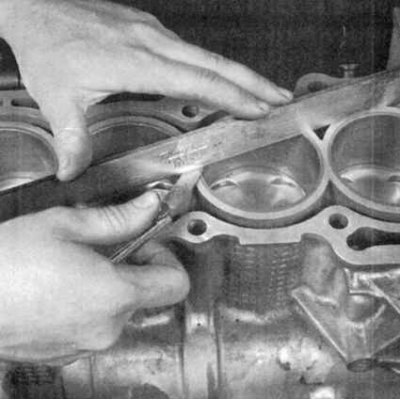
10a. Перевірте площинність поверхні блоку, що сполучається (див. супровідні ілюстрації). Порівняйте результат вимірювань із вимогами Специфікацій, у разі потреби віддайте блок у проточку.
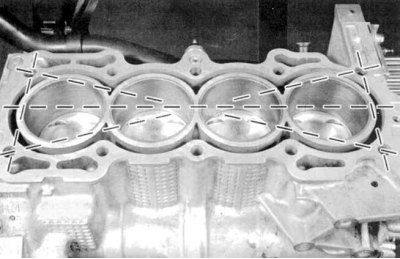
10b. Вимірювання виконуйте за трьома напрямками: по осі блоку та двом його діагоналям. 11. Якщо стан дзеркал циліндрів у ході виконання перевірки знайдено задовільним при одночасному дотриманні нормативних вимог до форми циліндрів та зазорів посадки в них поршнів (див Перевірка стану компонентів шатунно-поршневої групи), необхідність у проточці циліндрів відпадає. Достатньо лише виконати хонінгування дзеркал (див Хонінгування дзеркал циліндрів).