
2. Ако су конус и овалност кошуљице цилиндра у оквиру спецификације и нема уреза или огреботина на зидовима, онда није потребно поновно бушење. Ако то није случај, онда се цилиндар мора избушити на већу величину да би се елиминисали конус и елипса. У том случају, блок мора бити однесен у радионицу за прецизну машинску обраду од стране квалификованог механичара користећи специјализовану опрему.
Ако бушите цилиндар, обавезно уградите веће клипове и прстенове. Пошто сви клипови морају бити исте величине, потребно је пробушити све цилиндре, чак и ако су димензије само једног од њих ван табеларних података.
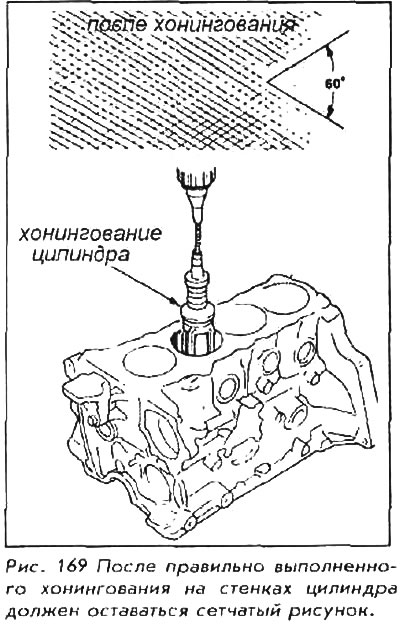
3. Чак и ако цилиндри не морају бити досадни, ипак их треба брусити. Да бисте уклонили сјај на зидовима цилиндра, можете користити млазницу за полирање за конвенционалну бушилицу.
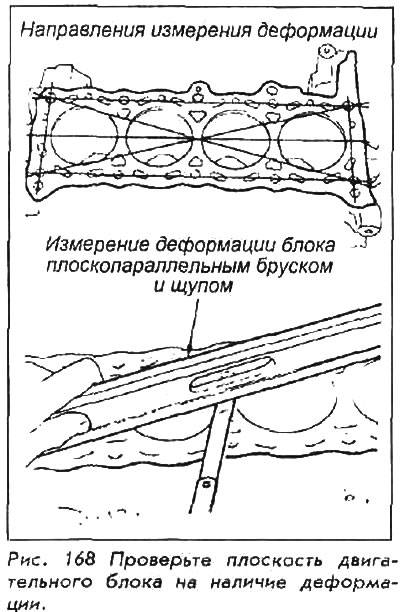
4. Врх главе цилиндара (површина на којој се поставља заптивка) треба испитати на деформације. Покрените равну ивицу дуж све четири ивице блока, дијагонално кроз центар. Ако можете да провучете мерач од 0,1 мм испод лењира, горњу површину блока треба обрадити или исправити.
5. Уклоните прстенове са клипа помоћу скидача клипних прстенова. Сачувајте све прстенове и клип са којег су уклоњени. Прстенови и жлебови у клипу морају бити потпуно очишћени четком и растварачем, јер ће наслаге спречити правилно мерење истрошености прстена.
6. Пре почетка свих мерења, проверите клип (доћи лупе) за било какве знаке пуцања, посебно у пределу сукње. Све озбиљније од лаких огреботина на површини значи да клип више није погодан за даљу употребу. Метал ће се загрејати неравномерно и клип се може сломити, посебно док мотор ради. Ако је бука веома гласна - немојте ризиковати, јер је то преплављено веома скупим поправкама.
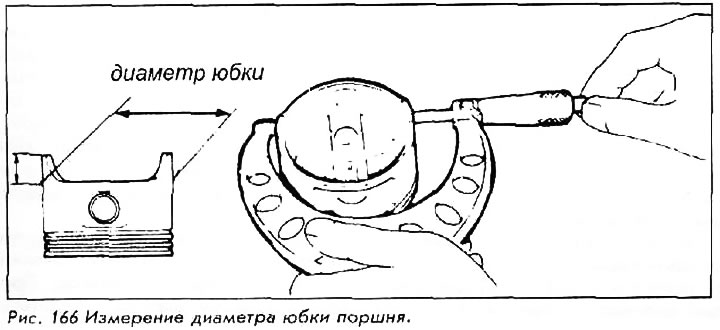
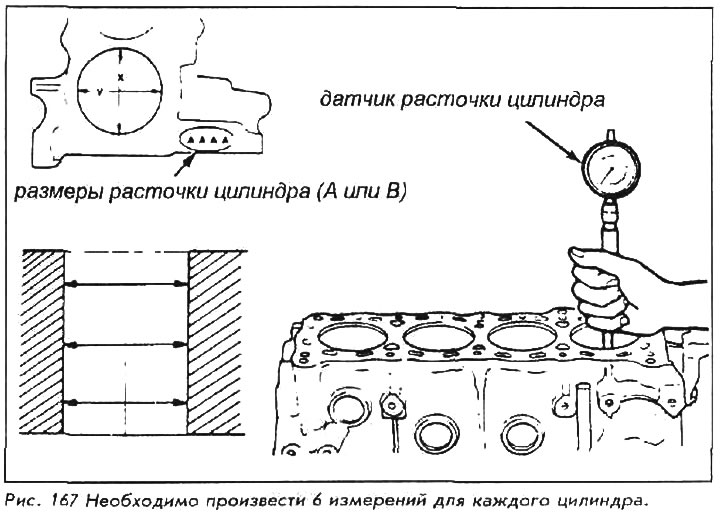
7. Пречник клипа се мери на рубу клипа, под правим углом у односу на клип.
Упоредите мерење или са пречником приказаним у табели, или одузмите пречник клипа од величине отвора цилиндра да бисте добили вредност зазора. Ако је зазор превелик, клип се мора заменити. Ако размак приликом уградње новог клипа још увек није у оквиру података из табеле, изаберите већи клип и пробушите цилиндре у складу са тим.
8. Зазор компресионог прстена се мери након што су очишћени прстенови постављени помоћу скидача клипних прстенова назад у првобитне положаје на клипу. Измерите размак док покушавате да унапредите шаблон (са дебљином унутар табеларне спецификације) између прстена и ивице прстенастог жлеба. Ако се шаблон не уклапа у жлеб, прстен се може користити, иако се увек препоручује употреба нових прстенова. Ако ће овај шаблон проћи, а шаблон веће дебљине једнаке граници хабања неће, онда се клип и даље може користити, али се морају уградити нови прстенови.
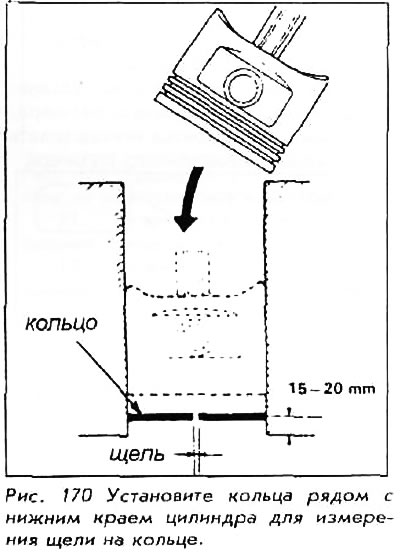
9. Потребно је измерити прстенасте зазоре за сва три прстена, постављајући клип са прстеновима у његов цилиндар, али са обрнутом страном (одозго према доле). Прстенови морају бити удаљени најмање 1520 мм од основе цилиндра. Користите шаблон да измерите прстенасте празнине и упоредите вредности мерења са вредностима у табели. Ако је зазор превелик, прстен треба проверити мерачем дебљине једнаке граници хабања. Ако је облога цилиндра мало истрошена, можете користити нове прстенове да бисте довели размаке у прстену на спецификацију без поновног бушења самог цилиндра. Измерите празнине тако што ћете прстен поставити близу дна цилиндра, а не близу врха где је хабање највеће.
10. Ојне шипке се не смеју истрошити, цепати или савијати. Прегледајте их, посебно на врху и на дну. Обратите пажњу на било који знак деформације или хабања метала. Клип мора да стоји чист и сигуран. Провучен кроз горњи крај клипњаче, не би требало да тетура или да се котрља. Доњи крај клипњаче такође мора бити у облику тачног полукруга без деформације.