
Spojnice
Pričvršćivači su matice, vijci, vijci i vijci koji se koriste za međusobno spajanje dvaju ili više dijelova. Prilikom rada sa spojnicama morate imati na umu nekoliko stvari. U gotovo svakom navojnom zatvaraču koristi se jedan ili drugi tip uređaja za zaključavanje i zaključavanje. To mogu biti sigurnosne podloške, kontramatice, zastavice za zaključavanje ili posebna smjesa za osiguranje navoja. Svi pričvrsni elementi koji se koriste moraju biti apsolutno čisti i ravni, s neometanim navojima i nezaobljenim šesterokutnim utičnicama. Treba postojati pravilo da se oštećeni pričvršćivači moraju zamijeniti bez greške. Posebne samosigurnosne matice s najlonskim ili vlaknastim umetcima ne mogu se ponovno upotrijebiti jer gube svoja svojstva zaključavanja kada se otpuste i moraju se uvijek zamijeniti tijekom sastavljanja.
"ovisan" pričvršćivači, kako bi se olakšalo odvrtanje i kako bi se izbjegla oštećenja, moraju se tretirati posebnom penetrirajućom smjesom prije otpuštanja. Mnogi mehaničari radije koriste terpentin u tu svrhu, koji se prikladno nanosi iz posebnog malog spremnika s dugim izljevom. Nakon što ste navlažili pričvrsne elemente penetrirajućom smjesom, pustite da sredstvo nekoliko minuta temeljito natopi oksidirani kontaktni sloj. Jako zahrđali pričvrsni elementi mogu se rezati dlijetom, rezati pilom za metal ili ukloniti pomoću posebnog ključa.
Prilikom rezanja glave vijka ili lomljenja svornjaka na sklopu, ostatak navojnog dijela se može izbušiti ili ukloniti posebnim izvlakačem. Većina radionica može to preuzeti, kao i druge (npr. popravak skinutih navoja u rupama s navojem), postupci popravka.
Plosnate podloške i sigurnosne podloške uvijek se moraju ponovno postaviti u njihov izvorni položaj prilikom ponovnog sastavljanja. Oštećene podloške zamijenite novima. Između podloške i meke metalne površine (npr. aluminij), tanki lim ili plastika obratka koji se pričvršćuje, uvijek treba postaviti ravne podloške.
Dimenzije pričvršćivača
Iz mnogo razloga, proizvođači automobila sve više prihvaćaju metričke spojne elemente. Međutim, važno je znati razliku između ovoga (svestraniji) pričvršćivači i ponekad korišteni pričvršćivači SAE standarda (ili američki). Unatoč vanjskoj sličnosti, elementi ove dvije vrste pričvrsnih elemenata nisu međusobno zamjenjivi.
Svi vijci, bilo SAE ili metrički, klasificirani su prema promjeru, koraku navoja i duljini. Na primjer, vijak SAE 1/2-13x1 ima promjer od pola inča, 13 navoja po inču i duljinu od 1 inča. Metrički vijak M12-1,75x25 ima promjer 12 mm, korak navoja (udaljenost između susjednih zavoja) 1,75 mm i dužine 25 mm. Oba vijka su izvana gotovo identična, ali nisu međusobno zamjenjiva.
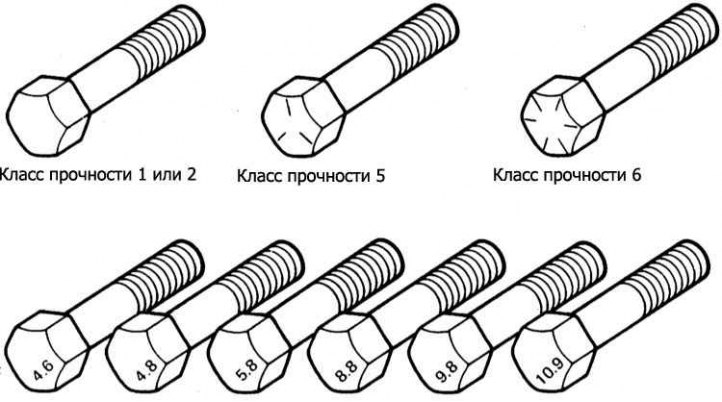
Uz navedene značajke, i metrički i SAE vijci mogu se vizualno identificirati gledanjem u glavu. Za početak, razmak između ravnina metričke glave vijka mjeri se u milimetrima, dok je američki u inčima (isto vrijedi i za orahe). Kao posljedica toga, SAE ključ nije prikladan za korištenje s metričkim spojnicama, i obrnuto. Osim toga, glave većine SAE vijaka obično imaju radijalne ureze koji određuju najveći dopušteni moment zatezanja vijka (stupanj čvrstoće). Što je više zareza, veća je dopuštena sila (na vozilima se obično koriste vijci klase čvrstoće 0 do 5). Klasa čvrstoće metričkih vijaka određena je numeričkim kodom. Kodni brojevi obično su izliveni, kao na američkim zatvaračima, na glavi vijka (na vozilima se obično koriste vijci klasa čvrstoće 8.8, 9.8 i 10.9).
Također, prema oznakama klase čvrstoće, moguće je razlikovati matice klase SAE od metričkih. Za identifikaciju klase čvrstoće standardnih matica koriste se točkaste oznake utisnute na jednoj od čeonih površina matice, dok se metričke matice označavaju, opet, digitalnim kodom. Što je veći broj točaka, odnosno što je veća vrijednost digitalnog koda, veći je dopušteni moment pritezanja matice.
Označavanje stupnja vijka (gore - standard / SAE / USS, dolje - metrički)
Oznaka klase čvrstoće za standardne šesterokutne matice

Klasa čvrstoće 5 | 
Klasa čvrstoće 8 |
1. - Razred čvrstoće 10.9
2 - Klasa čvrstoće 9.8
3 - Klasa čvrstoće 8.8
Mjere/oznaka klase čvrstoće standard (SAE i USS) vijci
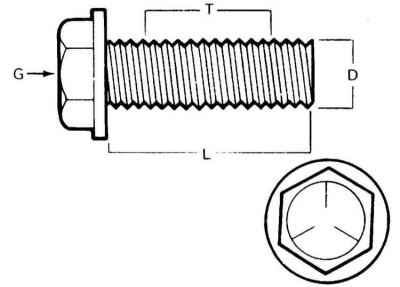
G - Oznaka klase čvrstoće
L - Duljina (u inčima)
T - Korak navoja (broj navoja po inču)
D - Nazivni promjer (u inčima)
Mjere/oznaka klase svojstva metričkih vijaka
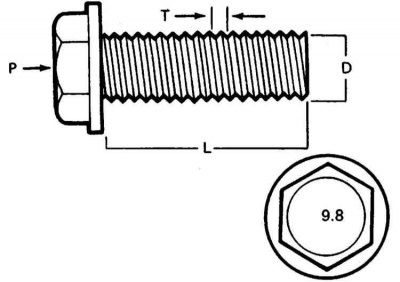
P - Klasa čvrstoće
L - Duljina (u mm)
T - Korak navoja (udaljenost između susjednih zavoja u mm)
D - Nazivni promjer (u mm)
Oznaka klase svojstava za metričke šesterokutne matice
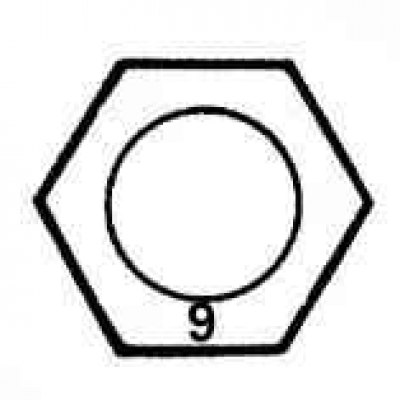
Klasa čvrstoće 9 | 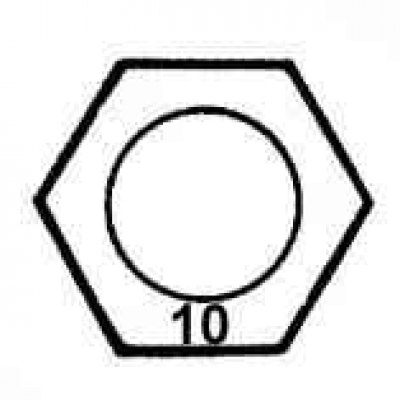
Klasa čvrstoće 10 |
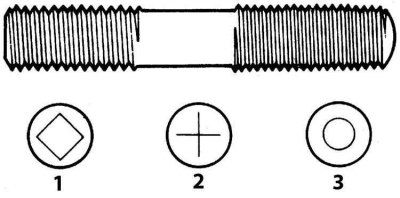
Krajevi metričkih klinova također su označeni prema njihovoj klasi čvrstoće. Na velike klinove primjenjuje se digitalni kod, dok se manji označavaju u obliku geometrijskih oblika.
Treba napomenuti da značajan dio spojnih elemenata, posebno klase čvrstoće od 0 do 2, uopće nije označen. U ovom slučaju, jedini način da se razlikuju američki zatvarači od metričkih spojnica je mjerenje koraka navoja ili usporedba navoja s navojima jedinstveno identificiranog elementa.
Treba imati na umu da samo mali zatvarači spadaju u SAE klasifikaciju. Veći predmeti s nemetričkim navojem su standardni američki zatvarači (USS).
Budući da su pričvršćivači iste geometrijske veličine (i standardni i metrički) mogu imati različite klase čvrstoće, pri zamjeni vijaka, matica i svornjaka posebnu pozornost treba obratiti na usklađenost klase čvrstoće ugrađenih novih elemenata s uklonjenom klasom čvrstoće.
Način i postupak pritezanja navojnih spojeva
Zatezanje većine navojnih spojeva treba se izvršiti silama određenim zahtjevima Specifikacija danih na početku svakog poglavlja ovog priručnika (pod silom zatezanja pričvrsnih elemenata treba razumjeti zakretni moment koji se na njih primjenjuje). Pretjerano zatezanje pričvršćivača može narušiti cjelovitost pričvršćivača, dok nedovoljno zatezanje dovodi do nesigurnog spajanja spojnih komponenti. Vijci, vijci i svornjaci, ovisno o materijalu od kojeg su izrađeni i promjeru navojnog dijela, obično imaju strogo definirane dopuštene sile zatezanja, od kojih su mnoge, kao što je već spomenuto, navedene u Specifikacijama na početku svakog Poglavlje. Strogo se pridržavajte preporuka danih o silama zatezanja pričvrsnih elemenata koji se koriste na vozilu. Za zatezanje pričvrsnih elemenata koji nisu navedeni u Specifikacijama, koristite donju tablicu zakretnog momenta. Vrijednosti navedene u tablici temelje se na spojnim elementima klase čvrstoće 2 i 3 (Zatvarači višeg stupnja omogućuju jače zatezanje), osim toga, podrazumijeva se da je zatezanje suhog (s nepodmazanim navojem) pričvrsni elementi uvijeni u čelik ili lijevani (ne aluminij) detalj.
Veličine metričkih navoja
| M6 | 9 - 12 Nm |
| M8 | 19 - 28 Nm |
| M10 | 38 - 54 Nm |
| M12 | 68 - 96 Nm |
| M14 | 109 - 154 Nm |
Veličine navoja cijevi
| 1/8 | 7 - 10 Nm |
| 1/4 | 17 - 24 Nm |
| 3/8 | 30 - 44 Nm |
| 1/2 | 34 - 47 Nm |
Veličine navoja SAE/USS
| 1/4 - 20 | 9 - 12 Nm |
| 5/16 - 18 | 17 - 24 Nm |
| 5/16 - 24 | 19 - 27 Nm |
| 3/8 - 16 | 30 - 43 Nm |
| 3/8 - 24 | 37 - 51 Nm |
| 7/16 - 24 | 55 - 74 Nm |
| 7/16 - 20 | 55 - 81 Nm |
| 1/2 - 13 | 75 - 108 Nm |
Pričvršćivači smješteni oko perimetra komponente (kao što su vijci glave cilindra, korito ulja i razni poklopci) kako bi se izbjegla deformacija dijela, mora se dati i zategnuti u strogo definiranom redoslijedu. Postupak zatezanja i uvlačenja takvih spojnih elemenata naveden je u tekstu odgovarajućih poglavlja Vodiča, kao i na Ref. ilustracije. Osim ako nije specificiran poseban postupak, treba slijediti sljedeće smjernice kako bi se izbjegla deformacija komponente.
U prvom koraku svi vijci/matice moraju biti stegnuti prstima. Nadalje, svaki od elemenata za pričvršćivanje zauzvrat postiže još jedan puni okret, a prijelaz s jednog vijka / matice na drugi mora se izvesti dijagonalnim redoslijedom (unakrst). Nadalje, vraćajući se na prvi element, trebali biste ponoviti postupak istim redoslijedom, zategnuvši pričvrsne elemente još pola okreta. Nastavite s postupkom, pritežući sada svaki element za četvrtinu kruga u jednom potezu dok svi ne budu zategnuti potrebnom snagom. Kada otpuštate pričvršćivače, postupite na sličan način, ali obrnutim redoslijedom.
Rastavljanje komponenti
Demontaža svih komponenti mora biti izvedena na takav način da se prilikom ugradnje svaki dio može ugraditi na svoje originalno mjesto i na ispravan način. Pokušajte zapamtiti karakteristične vanjske značajke sklopa, ako je potrebno, izvršite označavanje slijetanja dijelova čija se ugradnja na mjesto može izvesti na dvosmislen način (npr. utorna potisna pločica na osovini itd.). Dobro je staviti uklonjene dijelove na čistu radnu površinu redoslijedom kojim su uklonjeni. Također će biti korisno nacrtati jednostavne shematske skice ili fotografirati korak po korak rastavljene komponente.
Kada dajete pričvrsne elemente, pokušajte označiti njihov izvorni položaj na sklopu. Često će ponovno postavljanje spojnih elemenata i podloški odmah nakon uklanjanja odgovarajućeg dijela izbjeći zabunu tijekom sastavljanja. Ako to nije moguće, sve pričvrsne elemente treba staviti u posebno pripremljenu kutiju za tu svrhu, podijeljenu na dijelove i odgovarajuće označenu, ili jednostavno u posebne označene kutije. Ovaj pristup je posebno koristan kada radite s komponentama koje se sastoje od mnogo malih dijelova, kao što su rasplinjač, alternator, sklop ventila, ploča s instrumentima ili ukrasne presvlake.
Prilikom odspajanja električnih kontakata i konektora treba obratiti pozornost na označavanje žica ili kabelskih snopova pomoću ljepljive trake s digitalnim ili slovnim kodom.
Brtvene površine
Na svim vozilima, brtve se koriste za brtvljenje spojeva spojenih površina dvaju ili više dijelova i služe za sprječavanje istjecanja ulja i drugih tekućina te za održavanje visokog tlaka/vakuuma unutar sklopa.
Često se takve brtve prije ugradnje premazuju tekućinom ili pastom za brtvljenje (brtvilo). Ponekad, tijekom vremena ili pod utjecajem povišenih temperatura ili tlaka, spojne površine su toliko čvrste jedna prema drugoj da rastavljanje dijelova postaje težak zadatak. U mnogim slučajevima, uspješno odvajanje komponenata pomaže lupanjem čekićem s mekom površinom po njima s vanjske strane po obodu spoja. U tu svrhu možete koristiti i običan čekić, udarajući kroz drveni ili plastični odstojnik. Lijevana kućišta i komponente osjetljive na udarce ne smiju se dodirivati. Kada se pojavi ova vrsta problema, uvijek prvo provjerite jesu li svi pričvršćivači uklonjeni.
Izbjegavajte izvlačenje dijelova s odvijačem ili polugom umetnutom u područje spoja, jer to može lako oštetiti spojene površine, što će dodatno dovesti do razvoja curenja. Ako nije moguće izbjeći podizanje elemenata montaže, u tu svrhu upotrijebite olovku iz stare oznake, ali zapamtite da se svi nastali čipovi moraju pažljivo ukloniti i sa spojnih površina i iz unutarnjih šupljina komponenti raskomadani sklop.
Nakon odvajanja dijelova, njihove spojne površine moraju se pažljivo očistiti pomoću strugala kako bi se uklonili tragovi starog materijala brtve. Stvrdnuti fragmenti mogu se prethodno omekšati pretvaračem hrđe ili posebnim kemijskim sastavom. U tom slučaju, komad bakrene cijevi sa spljoštenim i šiljastim krajem može se koristiti kao strugalo. Ostaci nekih brtvi mogu se lako ukloniti bakrenom četkom, međutim, bez obzira na korištenu metodu, spojne površine bi trebale biti potpuno čiste i suhe kao rezultat obrade. Ako je iz bilo kojeg razloga spojna površina oštećena, popunite nedostatke brtvilom prije sastavljanja sklopa. U većini slučajeva trebali biste koristiti nestvrdnjavajući (ili nije potpuno izliječen) brtvilo.
Savjeti za uklanjanje crijeva
Pažnja! Ako je vaš automobil opremljen klimatizacijskim sustavom, nikada ne odvajajte crijeva od komponenti sustava dok ih stručnjak za klimatizacijske uređaje ne isprazni u servisu.
Mjere opreza koje treba poduzeti prilikom uklanjanja crijeva vrlo su slične onima za uklanjanje brtvila. Izbjegavajte oštećenje površina armatura i cijevi na koje se navlače krajevi crijeva jer to može uzrokovati curenje. Posebno se posljednji zahtjev odnosi na postupak uklanjanja crijeva hladnjaka. Zbog različitih kemijskih reakcija koje se odvijaju u traktu rashladnog sustava često dolazi do guma crijeva na površinama spojnica i cijevi. Da biste uklonili crijevo, prije svega otpustite stezaljku njegovog pričvršćivanja. Zatim uhvatite crijevo blizu stezaljke kliještima i počnite ga okretati na priključku / spojnoj cijevi s desna na lijevo. Nastavite na ovaj način dok se crijevo potpuno ne oslobodi, a zatim uklonite crijevo iz priključka. Mala količina silikona ili drugog maziva unesena u razmak između priključka i crijeva uštedjet će trud. Prije postavljanja crijeva, podmažite unutarnju površinu uz kraj, kao i vanjsku površinu priključka otopinom sapunice ili malom količinom silikonske masti.
U krajnjem slučaju, ili ako je apsolutno neophodno zamijeniti crijevo novim, kraj crijeva koji se stavlja na spojnicu može se zarezati nožem i zatim odvojiti od površine priključka. Istodobno, pokušajte ne oštetiti metal spojnice / spojne cijevi s oštricom.
Ako je stezaljka crijeva oštećena, zamijenite je novom. Twist stezaljke obično s vremenom slabe, pa ih je, bez obzira na stanje, bolje zamijeniti praktičnijim vijkom ili pužom.