Праверка клапанаў
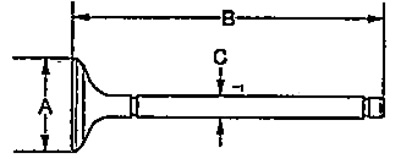
Праверце геаметрычныя памеры клапанаў.
L1ЗА:
Впускны клапан:
A - 31,85-32,15 мм
B - 118,05-118,65 мм
З:
- намінальны - 5,48-5,49 мм
- максімальны - 5,45 мм
Выпускны клапан:
A - 27,85-28,15 мм
B - 117,76-118,36 мм
З:
- намінальны - 5,45-5,46 мм
- максімальны - 5,42 мм
L15A:
Впускны клапан:
А - 27,35 - 27,65 мм
У - 118,05 -118,65 мм
З:
- намінальны - 5,48-5,49 мм
- максімальны - 5,45 мм.
Выпускны клапан:
А - 22,85 - 23,15 мм
У - 117,25-117,85 мм
З:
- намінальны - 5,45 - 5,46 мм
- максімальны - 5,42 мм
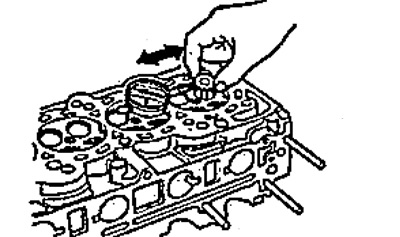
Праверка зазору паміж клапанам і накіроўвалай утулкай клапана
1. Высуньце клапан з галоўкі блока цыліндраў прыблізна на 10 мм.
Перамяшчаючы клапан наперад-назад, індыкатарам вызначыце зазор паміж клапанам і накіроўвалай утулкай клапана.
- Калі вымеранае значэнне перавышае максімальнае зрабіце праверку з новым клапанам.
- Калі атрыманае значэнне адпавядае максімальнаму, заменіце клапан на новы.
- Калі вымеранае значэнне з новым клапанам перавышае максімальнае, перайдзіце да наступнага пункта.
Впускны клапан:
- намінальны зазор - 0,04 - 0,10 мм
- максімальны зазор - 0,16 мм
Выпускны клапан:
- намінальны зазор - 0,10 - 0,16мм
- максімальны зазор - 0,22 мм
2. Вымерайце ўнутраны дыяметр утулкі клапана.
Унутраны дыяметр утулкі клапана:
- намінальны - 5,51- 5,53 мм
- максімальны - 5,55 мм
3. Адніміце вымеранае значэнне вонкавага дыяметра стрыжня клапана са значэння ўнутранага дыяметра ўтулкі клапана.
Вымярэнні праводзіце ў трох розных месцах клапана і ўтулкі.
Розніца паміж найвялікім значэннем дыяметра ўтулкі і найменшым значэннем дыяметра стрыжня клапана не павінна быць вышэй максімальнага значэння зазору.
Впускны клапан:
- намінальны зазор - 0,02 - 0,05мм
- максімальны зазор - 0,08 мм
Выпускны клапан:
- намінальны зазор - 0,05 - 0,08 мм
- максімальны зазор - 0,11 мм
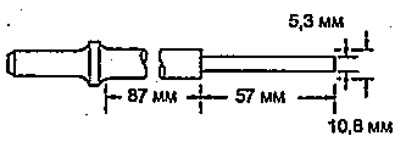
Замена ўтулкі клапана
1. Для правядзення ніжэйзгаданых аперацый спатрэбіцца, малаток і спецпрыстасаванне.
2. Абярыце неабходныя ўтулкі клапанаў і астудзіце іх у маразільнай камеры прыблізна на працягу гадзіны.
3. Нагрэйце галоўку блока цыліндраў на награвальнай пліце прыблізна да 150 °С. Не награвайце галоўку блока вышэй паказанай тэмпературы, бо ў гэтым выпадку магчыма паслабленне пасадкі сёдлаў клапанаў.
4. З дапамогай спецпрыстасавання і пнеўматычнага малатка выбіце ўтулку ў бок камеры згарання на 2 мм. Гэта выдаліць вугляродныя адклады і дазволіць аблегчыць зняцце,
5. Перавярніце галоўку блока цыліндраў і выбіце ўтулкі ў напрамку боку размеркавальнага вала. Вось малатка павінна супадаць з воссю ўтулкі.
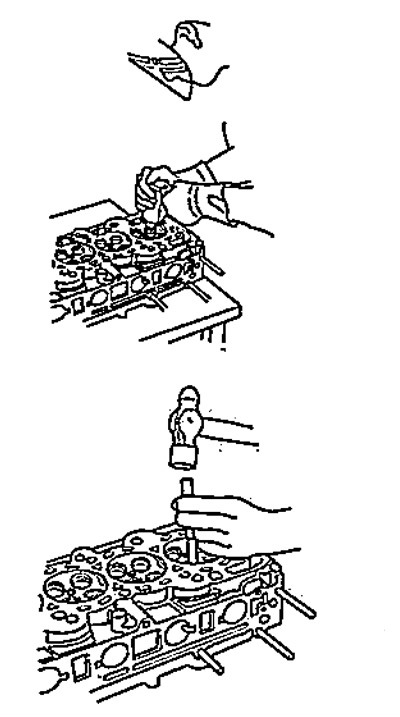
6. Калі ўтулка не выходзіць, прасвідруйце яе свердзелам на 8 мм і паспрабуйце зноў. Свідруйце ўтулку толькі ў крайнім выпадку, бо пры яе паломцы магчыма пашкоджанне галоўкі блока цыліндраў.
7. Выміце ўтулкі з маразільнай камеры.
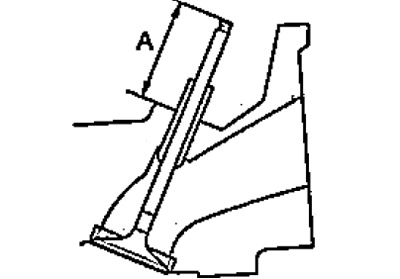
8. Вырабіце свежае маторнае масла звонку ўтулкі. Усталюеце ўтулкі на галоўку блока са боку размеркавальнага вала, з дапамогай спецпрыстасаванні запрасуйце ўтулку на неабходную вышыню. Калі неабходна ўсталяваць 16 утулак, сачыце за тым - каб галоўка балю нагрэтая.
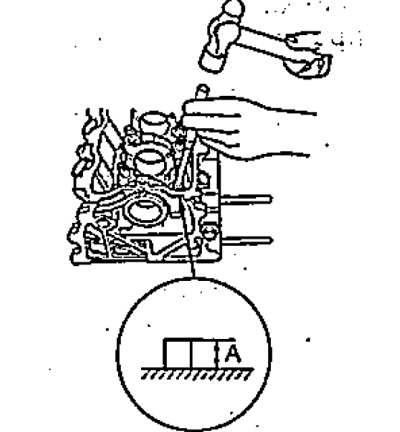
- Установачная вышыня "А" — 15,85- 16,35 мм
9. Вышмаруйце разгортку і ўтулку змазачна-астуджальнай вадкасцю.
10. Паварочваючы разгортку па гадзіннікавай стрэлцы, разгарніце адтуліну ўтулкі па ўсёй даўжыні.
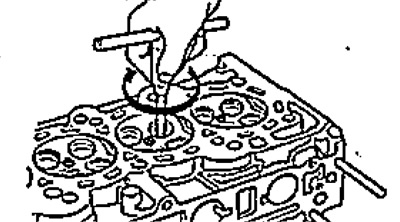
11. Круцячы разгортку па гадзіннікавай стрэлцы, выміце яе з утулкі.
12. Старанна ачысціце ўтулкі ад прадуктаў механічнай апрацоўкі.
13. Праверце зазор. Пераканайцеся, што клапан ходзіць у накіроўвалай без залішняга намаганні.
Рамонт сядла клапана
1. Перад апрацоўкай сядла клапана пераканайцеся, што зазор паміж накіроўвалай утулкай і клапанам у межах нормы.
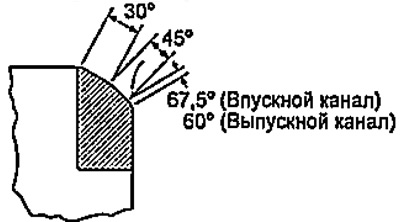
2. Разгорткай на 45°прашліфуйце сядла клапанаў, зняўшы мінімальны пласт металу толькі для ачысткі сёдлаў.
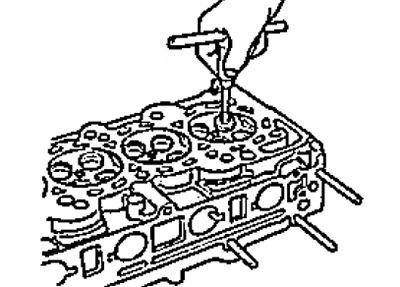
3. Вуглы верхняй і ніжняй абзы фаскі паказаны на малюнку.
4. Злёгку націскаючы, зрабіце адзін праход разгорткай на 45 °, каб выдаліць задзірыны, якія маглі з'явіцца пры папярэдніх праходах.
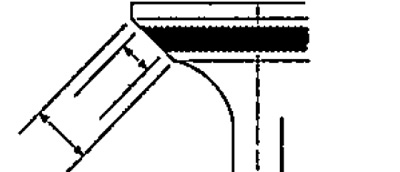
Шырыня працоўнай фаскі:
Упуск:
- намінальная - 0,850-1,150 мм
- максімальная - 1,60 мм
Выпуск:
- намінальная - 1,250 -1,550 мм
- максімальная - 2,00 мм
5. Праверце пасадку клапана ў сядло. Вырабіце тонкі пласт бяліл на фаску клапана. Прыцісніце клапан да сядла, падніміце яго і затрымаеце насупраць сядла некаторы час.
6. Бялілы павінны застацца па ўсёй паверхні сёдла роўна пасярэдзіне.
- Калі пляма кантакту размешчана занадта высока на фаску клапана, то для перашліфоўкі сядла выкарыстайце фрэзы, з кутом конусу 67,5° (упуск) або 60° (выпуск) і 45°.
- Калі пляма кантакту размешчана занізка на фаску клапана, то для перашліфоўкі сядла выкарыстайце фрэзы з кутом конусу 30° і 45°.
Нататка: канчатковая апрацоўка павінна вырабляцца фрэзай з кутом конусу 45°.
7. Усталюйце клапаны ў галоўку блока цыліндраў і вымерайце іх усталявальную вышыню "А".
Впускны клапан:
- намінальная вышыня - 46,1 - 46,5 мм
- максімальная вышыня - 46,8 мм
Выпускны клапан:
- намінальная вышыня - 46,2 - 46,6 мм
- максімальная вышыня - 46,9 мм
Калі ўсталявальная вышыня больш максімальнай, заменіце клапан і яшчэ раз праверце яе. Калі яна па-ранейшаму больш максімальнай, заменіце галоўку блока цыліндраў.
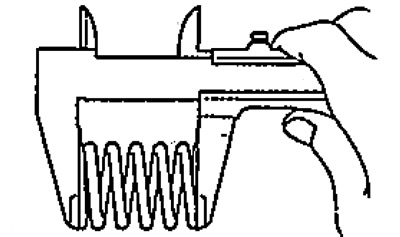
8. Праверце спружыны клапанаў. Штангенцыркулем вымерайце даўжыню спружыны ў свабодным стане.
Даўжыня спружыны ў вольным стане:
- намінальная - 50,52 мм
- максімальная - 57,37 мм